Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Forrasztás

2
A forrasztások olyan közvetett, anyaggal záró, feltételesen oldható kötések, amelyeket fémes vagy nemfémes, de ebben az esetben felületükön fémmel bevont alkatrészekhez alkalmazunk. A kötés fémes adalékanyag (forrasz) segítségével jön létre, felületi ötvöző, adhéziós és diffúziós folyamat következtében.
 segítségével jön létre, felületi ötvöző, adhéziós és diffúziós folyamat következtében..")
3
Két fém összekötése egy harmadik alacsonyabb olvadáspontú forraszfém segítségével, a megolvadt forraszfém oldja az összekötendő fémek felületét, megindul egy ötvözési folyamat, melynek során kialakul egy vékony fémközi elegy, amely jó elektromos és mechanikus kötést biztosít.

4
A forrasztás csoportosítása a forrasz szilárdsága alapján:
1. A lágyforrasztás hőmérséklete 450 oC alatti (általában 260…300 oC). Csekély szilárdság jellemzi, a kötéseket bizonyos esetekben tehermentesíteni kell. 2.A keményforrasztás hőmérséklete már 450 oC fölött van (rendszerint 720 oC, vagy annál magasabb) A keményforrasztási varrat szilárdsága megközelíti a hasonló jellegű hegesztési varrat szilárdságát. Forraszanyag: Cu, Ag, Zn Folyasztószer: borax
. Csekély szilárdság jellemzi, a kötéseket bizonyos esetekben tehermentesíteni kell. 2.A keményforrasztás hőmérséklete már 450 oC fölött van (rendszerint 720 oC, vagy annál magasabb) A keményforrasztási varrat szilárdsága megközelíti a hasonló jellegű hegesztési varrat szilárdságát. Forraszanyag: Cu, Ag, Zn. Folyasztószer: borax.")
5
A fémközi elegy (intermetallikus réteg) A fémközi elegy kialakulásának menete:
forraszfém olvadása (hőközlés) a forrasztandó fémek oldódása, atomi kötés kialakulása fémek megszilárdulása (hűtés - hőelvonás)
 a forrasztandó fémek oldódása, atomi kötés kialakulása. fémek megszilárdulása (hűtés - hőelvonás)")
6
Az intermetallikus réteg
A forrasztás minősége a fémközi elegy vastagságának függvénye. A vastagság függ: az oldódás időtartamától - a lehető legrövidebb idő alatt kell létrehozni, a forrasztás hőmérsékletétől - a lehető legalacsonyabb hőmérsékleten kell létrehozni. Tulajdonságai: bronzos, kemény, jó mechanikai tűrőképesség, vékony rétegben rugalmas, megvastagodva rideg törékeny, jó villamos vezetőképesség.

7
A forraszanyag nedvesíti a felületet
Csak a kémiailag FÉMTISZTA és FORRASZTHATÓ fém NEDVESÍTHETŐ és KÖTHETŐ össze forraszanyaggal! A nedvesítés minősége a nedvesítés szögéből meghatározható.

8
A nedvesítés minősége rossz nedvesítés: jó nedvesítés:
a nedvesítési szög nagy , a felület szennyezett, oxidos, a nagy felületi feszültség a folyadékot golyóvá formálja. jó nedvesítés: a nedvesítési szög kicsi, a felület tiszta, a folyadék elterül. A felületi feszültség miatt feltöltődik a furat

9
Technológiai segédanyagok:
1.Folyasztószer v. folyósítóanyag fluxok): oldja a fémoxidokat, megakadályozza a fémek újraoxidációját, teret ad a forraszanyagnak, elősegíti a nedvesítést, maradványai vannak, kémiai közömbösség a forrasztandó fémmel és a forraszanyaggal, jó villamos szigetelő, egészségre nem ártalmas, nem környezetszennyező.
: oldja a fémoxidokat, megakadályozza a fémek újraoxidációját, teret ad a forraszanyagnak, elősegíti a nedvesítést, maradványai vannak, kémiai közömbösség a forrasztandó fémmel és a forraszanyaggal, jó villamos szigetelő, egészségre nem ártalmas, nem környezetszennyező.")
10
Folyasztószerek típusai:
a. gyantaalapúak: Víztiszta gyanta: fenyőfa mézgájának lepárlási terméke, elektromos ellenállás szempontjából megbízható, maradványa nem okoz korróziót, de idővel ragacsossá válik. Mérsékelten aktivált gyanta (RMA= Rosin Mildly Activated): az aktiválószer hatására jobban tisztít. Erősen aktivált gyanta: csak töltött forraszanyagba, melegen az aktiválószer elpárolog.
: az aktiválószer hatására jobban tisztít. Erősen aktivált gyanta: csak töltött forraszanyagba, melegen az aktiválószer elpárolog.")
11
b. szerves, nem-gyantaalapúak:
Aktívabbak – pl.: nikkel (más, nehezen forrasztható fém) is forrasztható vele, vízzel mosható – kevés maradvány – de teljesen ki kell mosni! c. szervetlen folyósítóanyagok: Ammónium és horganyklorid (cinkklorid)– elektromos berendezésekben nem használható, mert elektromosan vezető és erősen korrodáló; kloridos folyasztószerek – előónozáshoz használható, de utána le kell mosni!
 is forrasztható vele, vízzel mosható – kevés maradvány – de teljesen ki kell mosni! c. szervetlen folyósítóanyagok: Ammónium és horganyklorid (cinkklorid)– elektromos berendezésekben nem használható, mert elektromosan vezető és erősen korrodáló; kloridos folyasztószerek – előónozáshoz használható, de utána le kell mosni!")
12
2. Forraszanyagok: Alapötvözet: 63% Sn, 37% Pb eutektikus ötvözet
Alacsony olvadáspont (173 oC), olcsó, biztonságos, jól nedvesít, fényes; de az ólomtartalom miatt 2006 július 1. óta az alkalmazását betiltották! Gyártási alak: huzal (tömör vagy 2-3% folyasztószerrel töltött) – pákásf., forrasztópálca, forrasztótuskó – merülő-, hullám forrasztás, fólia, lemez, csík, forrasztópaszta, forrasztókrém – újrahevítéses forrasztás, zsugorcső.
, olcsó, biztonságos, jól nedvesít, fényes; de az ólomtartalom miatt 2006 július 1. óta az alkalmazását betiltották! Gyártási alak: huzal (tömör vagy 2-3% folyasztószerrel töltött) – pákásf., forrasztópálca, forrasztótuskó – merülő-, hullám forrasztás, fólia, lemez, csík, forrasztópaszta, forrasztókrém – újrahevítéses forrasztás, zsugorcső.")
13
Forrasztási technológiák
1.Kézi forrasztás (pákás forrasztás): Pákacsúcs: jó hővezetőképesség, kis hőmennyiség a felmelegítéshez (kis fajhő), ne oxidálódjék, a forrasz jól nedvesítse, de abban ne oldódjék, nagy hőmennyiséget tároljon – hőkapacitás. Legjobb rézből, de óntartalmú forraszban oldódik – ötvözni tellúrral vagy bevonni 0,1-0,2 mm Fe-Ni ötvözettel!
: Pákacsúcs: jó hővezetőképesség, kis hőmennyiség a felmelegítéshez (kis fajhő), ne oxidálódjék, a forrasz jól nedvesítse, de abban ne oldódjék, nagy hőmennyiséget tároljon – hőkapacitás. Legjobb rézből, de óntartalmú forraszban oldódik – ötvözni tellúrral vagy bevonni 0,1-0,2 mm Fe-Ni ötvözettel!")
14
A szükséges teljesítmény függ:
forrasztott kötés nagyságától, alkatrészek méreteitől. Hőmérséklet szabályozása szükséges: hálózati feszültségingadozás, gyors egymás utáni forrasztás a csúcs hőmérséklet csökkenéséhez vezet. Lehetséges módszerei: elektronikus szabályozás, Curie-hőmérséklet beállítás (Weller-páka) – viszonylag lassú! Pillanat-páka!
 – viszonylag lassú! Pillanat-páka!")
15
2. Merülő forrasztás: A mechanikusan rögzített elemekkel beültetett nyomtatott lapot egy forraszfürdőbe merítik, tömeggyártás, Konvejor folyamatos mozgással kb. 15o-os szögben bemeríti és kiemeli a fürdőből a lapokat, A szennyeződés, salak a fürdő felszínén úszik, rontja a kötés minőségét!

16
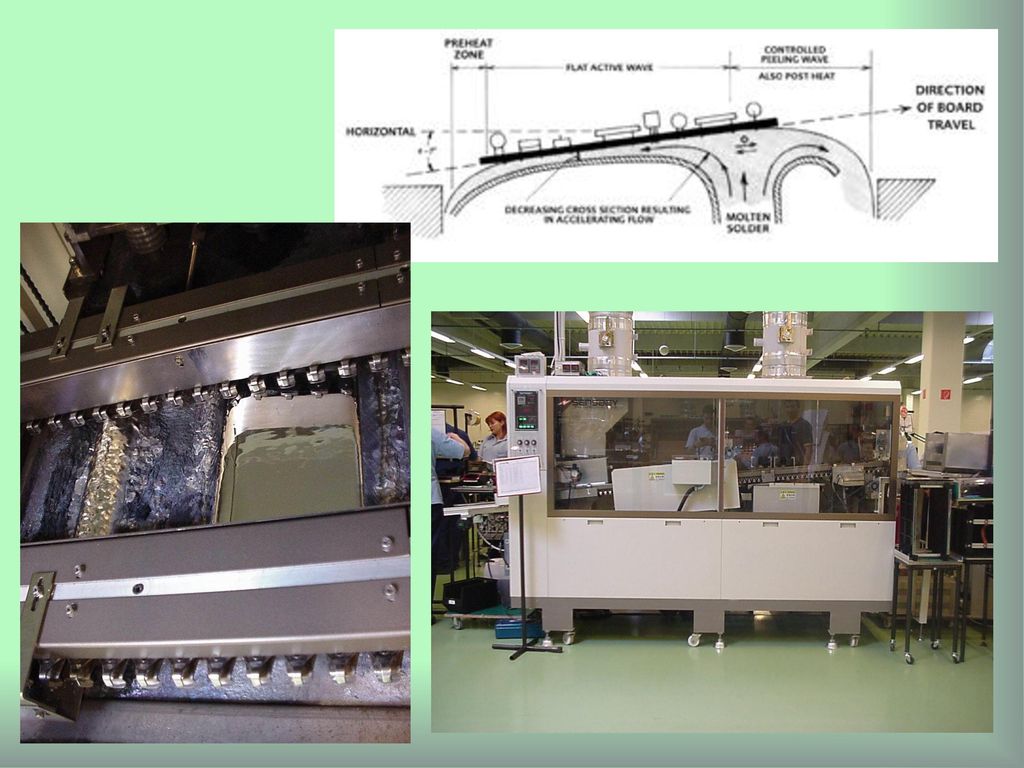
3. Hullámforrasztás: Hagyományos hullámforrasztásnál az áramköri lapka teljes felülete érintkezik a folyékony forraszanyaggal. Ahol a forraszanyag találkozik forrasztható felülettel (alkatrész kivezetés, forrasztási pont) ott létrejön a forrasztott kötés.
 ott létrejön a forrasztott kötés.")
17
alakú hullám (oxidmentes) 80…120 ºC szivattyú előmelegítés szivattyú habosított folyasztószer forrasz hullám 240…260 ºC A nyomtatott huzalozású lemezeket egy szállítószalag vontatja át a hullámforrasztó berendezésen (szállítási sebesség: 1,3..1,5 m/min).
.")
19
Kettős hullámú hullámforrasztó működési elve
Az "A" hullám egy forraszsugár: rálövi a forraszt a felületre, hogy a forrasz biztosan mindenhova odakerüljön, ahol arra szükség lehet. A "B" hullám λ alakú, két irányban áramló, lassú hullám, amelynek van ideje a forraszt és a felületeket átmelegítenie, a forraszt kellően megfolyatni, így lesimítja, eltávolítja a forraszmaradványokat

20
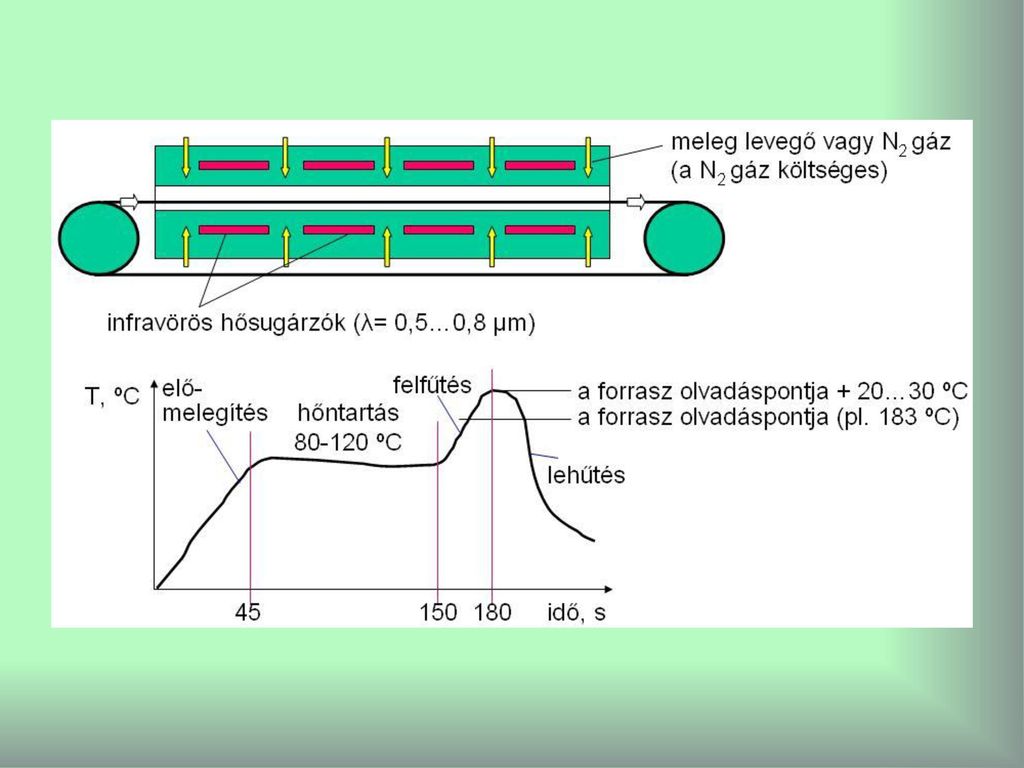
4. Újraömlesztéses (reflow) forrasztás:
felületszerelési technológiában alkalmazzák, forraszanyag paszta alakban szita- v. stencilnyomtatással (paszta:szuszpenzió, folyasztószerben forraszgolyók). A forrasztást (reflow-forr.) infravörös sugárzásos, meleglevegős (konvekciós) vagy védőgázas (N2) szállítószalagos kemencében, ill. gőzfázisban végzik. A forraszgolyók összetétele: 62Sn36Pb2Ag, vagy 63Sn37Pb, vagy 95,5Sn3,8Ag0,7Cu (ólommentes, op = 217 ºC) oxidtartalom 80 ppm
. A forrasztást (reflow-forr.) infravörös sugárzásos, meleglevegős (konvekciós) vagy védőgázas (N2) szállítószalagos kemencében, ill. gőzfázisban végzik. A forraszgolyók összetétele: 62Sn36Pb2Ag, vagy. 63Sn37Pb, vagy. 95,5Sn3,8Ag0,7Cu (ólommentes, op = 217 ºC) oxidtartalom 80 ppm.")
22
Egy-gőzteres, inline gőzfázisú forrasztás

23
Két gőzteret alkalmazó gőzfázisú forrasztás

24
Szelektív minihullám-forrasztás:
Szelektív, vagyis helyileg forrasztó eszköz. Egy szivattyú a megömlesztett forraszanyagot egy fúvókán keresztül kinyomja, így a fúvóka tetején egy félgömb alakú miniatűr forraszhullám keletkezik. A forraszhullámot az oxidációtól a fúvókát körülvevő hengerből kiáramló nitrogén gáz védi meg. A szelektív forrasztási technológia alkalmas arra, hogy a felületszerelt lemezekre a hiányzó néhány furat-szerelt, nagytömegű vagy hőre érzékeny alkatrészt (érzékelőt, csatlakozót, foglalatot, relét, tekercset, transzformátort, stb.) beforrasszuk.
 beforrasszuk.")
25
A nyomtatott huzalozású lemez áll, a szükséges mozgásokat a forrasztó-fej végzi.

26
Ólommentes forrasztás

27
EU direktívák WEEE: (HEEB) Waste Electrical and Electronic Equipment
Minden elhasznált E termék kötelező visszavételéről és újrahasznosításáról 1. Határidő: aug 13. RoHS: Restriction of certain Hazardous Substances Tilos használni E termékekben: Pb, Hg, Cd, Cr(VI), brómozott lánggátlók Határidő: juli 1. Kivétel….
, brómozott lánggátlók. Határidő: juli 1. Kivétel….")
28
2006 július 1.-től az Európai Uniós jogszabály tiltja bizonyos termékekben egyes veszélyes anyagok – köztük az ólom – alkalmazását. Ennek egyértelmű oka a környezetvédelem! Az elektronikai készülékek hulladékként a talajba, majd a talajvízbe kerülnek és innen a szervezetünkbe kerülhetnek, könnyen felszívódnak.

29
Az ólommentes forraszanyaggal szemben támasztott követelmények:
Tulajdonságai minél jobban hasonlítsanak az eddig használt forraszanyagokéra! közel eutektikus összetétel –határozott olvadáspont, elektromos vezetési tulajdonságai, mechanikai tulajdonságai, megbízhatóság – élettartam, jó nedvesítés a megszokott forrasztandó felületeken, elektronikai felhasználásra alkalmas folyasztószerek alkalmazása mellett, a megszokott forrasztási technológiákkal jó minőségű kötés létrehozására alkalmas legyen.

30
Ólommentes forraszötvözetek:
Sn-67Bi Sn-42In Sn-50In Sn-52In Sn-52In Sn-8Zn-3Bi Sn-Zn-Bi-In Sn-ZSb n-P Sn-8.8In-27.6Zn Sn-20In-2.8Ag Sn-9.5Bi-0.5Cu Sn-10.5In-2Ag-0.5Sb Sn-0.7Cu Sn-3.4Ag-1.2Cu Sn-3.4Ag-1.2Cu-3.3.Bi Sn-1Cu Sn-3.5Ag-0.7Cu Sn-4.7Ag-1.7Cu Sn-2.5Ag Sn-4Ag-0.5Cu Sn-Ag-Cu-Ge Sn-3.5Ag Sn-Ag-Bi Sn-2.5Ag-0.8Cu-0.5Sb Sn-1Sb Sn-5Sb Sn-1.5Ag-2Bi-0.5Cu Sn-3Cu Sn-25Ag Au-20Sn Sn=ón, Ag=ezüst, Au=arany, Cu=réz, Zn=cink, Bi=bizmut, In=indium, Sb=antimon, P=foszfor, Ge=germánium.

31
Forraszanyagok Régi: Sn63Pb37
Helyettesítők: SnAg(3-4)Cu(0,5–0,7) Sn9Zn Sn0,7Cu stb. Mind magasabb olvadáspont, drágább, más nedvesítés, felületi feszültség Magasabb forrasztási hőmérséklet: Más beállítás Nyhl hordozó, tokozás már sérülhet Pontosabb hőmérséklet beállítás, rövidebb műveleti idő, mert a műanyag részek hőállóságának határán mozgunk
Cu(0,5–0,7) Sn9Zn Sn0,7Cu stb. Mind magasabb olvadáspont, drágább, más nedvesítés, felületi feszültség. Magasabb forrasztási hőmérséklet: Más beállítás. Nyhl hordozó, tokozás már sérülhet. Pontosabb hőmérséklet beállítás, rövidebb műveleti idő, mert a műanyag részek hőállóságának határán mozgunk.")
32
Alkatrészek károsodása a magasabb forrasztási hőmérsékleten
Elektrolit kondenzátor Hőre lágyuló műanyag tokozás Rétegkondenzátor Alkatrészek károsodása a magasabb forrasztási hőmérsékleten

33
Alkalmas ólommentes forraszötvözetek:
Ón-réz ötvözetek Tipikus: 99,3% Sn, 0,7% Cu Olvadáspont: 227oC Ón-ezüst ötvözetek Tipikus: 96,5% Sn, 3,5% Ag Olvadáspont: 221oC Ón-ezüst-réz (TSC,SAC) Tipikus: 95,5% Sn, 3,8 % Ag, 0,7% Cu Olvadáspont: 217oC
 Tipikus: 95,5% Sn, 3,8 % Ag, 0,7% Cu. Olvadáspont: 217oC.")
34
A forrasztási technológia fontos paraméterei:
hőmérséklet, idő. Túl alacsony/túl kevés: az intermetallikus réteg nem vagy alig jön létre → hideg forrasztás, Megfelelő: 0,3-1 μm vastagságú intermetallikus réteg, Túl magas/túl hosszú: túl vastag intermetallikus réteg → alacsony kötésszilárdság, a forraszréteg ledobása (dewetting).
.")
35
Különbség az ólommentes -ólomtartalmú forraszok között:
olvadáspontja magasabb → magasabb megömlesztési hőmérséklet, nedvesítési sebessége a forrasztás hőmérsékletén kisebb → hosszabb idő, felületi feszültsége nagyobb → rosszabb terülés, sűrűsége kisebb (kb. 7,5 kg/dm3, ólomtartalmúé 8,4 kg/dm3) → valamivel jobb fajlagos anyagfelhasználás, viszkozitása nagyobb → gázzárványok, a forrasztás felszíne matt → eltérő elfogadási kritériumok, ára magasabb, környezeti hatása vitatott.
 → valamivel jobb fajlagos anyagfelhasználás, viszkozitása nagyobb → gázzárványok, a forrasztás felszíne matt → eltérő elfogadási kritériumok, ára magasabb, környezeti hatása vitatott.")
36
Követelmények az alkatrészek felületi bevonatával szemben:
ólommentesség, jó forraszthatóság, hosszú tárolhatóság, stabilitás magasabb hőmérsékleten is, gazdaságosság.

37
Áramköri kártyák bevonatai (ismert eljárások megfelelőek):
kémiai ón, kémiai ezüst, aranyozott nikkel, HASL (tűzi ón) – ólommentes forrasszal, OSP (szerves védőbevonat). Alkatrészek felületi kikészítései: tiszta (esetleg matt) ón bevonat, ón-réz ötvözet bevonat, ón-bizmut ötvözet → ólom környezetében veszélyes, Ni-Pd vagy Ni-Pd-Au bevonat → nehezen forrasztható. Az alkatrészek tokozásának is magasabb hőmérsékletet kell elviselnie!
 – ólommentes forrasszal, OSP (szerves védőbevonat). Alkatrészek felületi kikészítései: tiszta (esetleg matt) ón bevonat, ón-réz ötvözet bevonat, ón-bizmut ötvözet → ólom környezetében veszélyes, Ni-Pd vagy Ni-Pd-Au bevonat → nehezen forrasztható. Az alkatrészek tokozásának is magasabb hőmérsékletet kell elviselnie!")
38
Ólommentes forrasztási technológiák

40
Ólommentes kézi forrasztás
Alkalmazása: kísérleti gyártás, kis széria, javítás esetén. Előnye: kis beruházás, a forrasztás minősége azonnal javítható. Hátránya: személyfüggő minőség, nem illeszkedik a korszerű minőségirányítási rendszerekhez. Ólommentes forraszötvözetek: - ón-réz (SnCu1): Sn99,3Cu0,7 – legolcsóbb, legmagasabb (op.227oC), - ón-ezüst (SnAg4): Sn96,5Ag3,5 – legnagyobb mechanikai szilárdság (op. 221 oC), - ón-ezüst-réz (SnAg4Cu1): Sn95,5Ag3,8Cu0,7 vagy hasonló – a forraszpaszták ötvözete a legalacsonyabb op. 217 oC.
: Sn99,3Cu0,7 – legolcsóbb, legmagasabb (op.227oC), - ón-ezüst (SnAg4): Sn96,5Ag3,5 – legnagyobb mechanikai szilárdság (op. 221 oC), - ón-ezüst-réz (SnAg4Cu1): Sn95,5Ag3,8Cu0,7 vagy hasonló – a forraszpaszták ötvözete a legalacsonyabb op. 217 oC.")
41
Pákás forrasztás anyagai:
Forraszhuzalok: általában folyasztószerrel töltött, egy vagy több csatornás. Folyasztószerek: Huzaltöltet: az ismert választéknál aktívabbak, Folyékony, Zselé. A forrasztás hőmérséklete: a forrasztandó felület 40 oC-kal a forraszanyag olvadáspontja fölé kell melegíteni, 1-5 másodpercig hőn tartani!

42
A pákacsúcs hőmérséklete: az a hőmérséklet, amely az adott idő alatt, az adott hőátadási viszonyok mellett, a fentiek szerinti felmelegítést biztosítja. általában kb. 100 oC-kal a felület kívánatos hőmérséklete felett – függ a pákacsúcs alakjától és a forrasztandó felülethez csatlakozó hőelvonó tömegtől, a létező kézi forrasztó berendezések oCig beállíthatók, tehát alkalmasak ólommentes forrasztásra.

43
Módosítások az ólommentes forrasztásra való áttérésnél:
Kézi forrasztás: más eszközök, gyorsabb kopás, betanulás Reflow: berendezés csere, infra mellett légkeverés, más flux anyag Hullámforrasztás: a tiszta Sn agresszívebb, a kádon védőbevonat, több salak, Cu beoldás, gyakoribb fürdőcsere Ón whiskerek

Hasonló előadás