Why do welds crack?
Why is it that the weld that was made a couple of day’s age suddenly cracks and fail?
There might be a number of reasons but the most likely cause for weld failure is cold cracks.
An electrode consist of a core rod and a coating. Electrodes for high severity applications are when manufactured heated up to more than 400 degree C in order to get rid of moisture.
Most electrode coatings are hydroscopic. They absorb moisture from the atmosphere. If moisture enters the electrode coating it will change to hydrogen gas (H2) in the arc because of the high temperature of 7000 degree C (12632 deg. F). The hydrogen ends up as hydrogen porosity in the welds heat effected zone (HAZ).


A ship is not a static object. It flexes through the high seas , it vibrates from the engine, and receives sudden impacts from cargo.

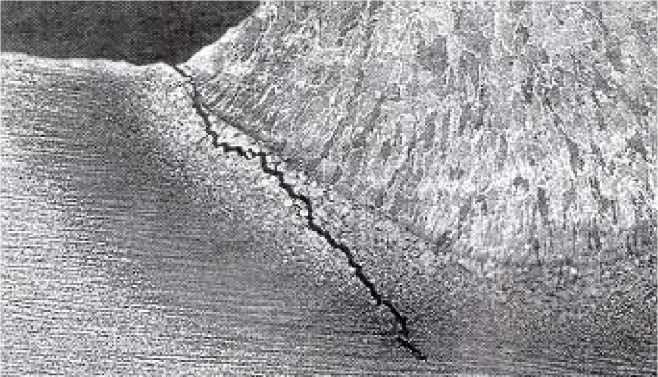
If a weld have hydrogen porosity, all that is needed to make it fail is sufficient mechanical strain and it will form a hydrogen crack. The crack will run between weld and parent material. Hydrogen cracks are also referred to as Cold Cracks because they can happen quite some time after the weld have been made.

Ways to eliminate Hydrogen Cracking.
- Purchase only electrodes that have a packing material that prevent moisture pick up. An electrode left in the open for more than 8 hours can have picked up sufficient moisture to cause hydrogen cracking.
Ways to eliminate Hydrogen Cracking:
- High density packing


- Paper or cardboard packing do not protect the electrodes towards moisture pick up.
- Use welding electrodes that are approved and with grading that inform low hydrogen content.

3Y H5 is the grading given the electrode by the Classification society.
3Y informs for use on High Tensile steels.
H5 informs 5ml H2/ 100 gram deposit.
At this level, there is only a minimal possibility for hydrogen cracking developing.
- Use electrodes with LMA coating. A Low Moisture Absorbing coating makes it possible to keep the electrode up to 4 times longer in the open than ordinary welding electrodes.

- Make sure the welding electrodes are stored properly. Preferably in a heating cabinet..

Heating Cabinet-85 Product no.637850 1 phase 230V Electrode capacity: 350Kg For storing of electrodes at a temperature up to 85 degree C.
- Follow the preheating recommendations for the welding electrode. Most Low Hydrogen electrodes for high severity application are to be pre heated to 350 degree C for 2 hours prior to welding.
Mini-dryer-350 Product no. 637827.1 phase 230V Electrode capacity: 7 Kg
Re drying unit that brings the temperature up to 350 degree.C (662 deg. F)


Good electrode management: Keep a limited number of brands and types of electrodes onboard. This lower the risk of electrodes deteriorating plus makes it easier for the crew to pick right type electrode for the job to be done.
The Microstructure of the weld is also a factor that must be taken into consideration with regards to hydrogen cracking. It is not much one can do about the chemical composition of the base material. Try to follow the preheating recommendations for the parent metal to Increase working temperature and increase cooling rate. Slow cooling give the hydrogen more time to defuse out of the weld zone
Tensile stress is something one can influence by applying a weld sequence that do not produce very high tensile stresses in the welded joint. Avoid starts and stops in the corners of welded joints. Eliminate wide gaps in the joint. Gaps should preferably be less than 3 mm wide. Weld from sections with the highest restraint towards sections with lower degrees of restraint. Back-step welding techniques can be used. This procedure is most effective
In addition, always keep the welded joint clean from contaminations like water and oil.

Strategic Growth Driver | Sales Consultant | Neurovascular Specialist | Strategic Partnerships | Product Development and Management | Entrepreneur | Lifelong Learner
7yThis is definitely an important topic! Although it's difficult for cracks to propagate in the crystalline metal the cracks due to welding could cause stress shielding and result in failures in the material. This could cause huge repairs and costs!