
Basaltic Glass Fibers from Industrial Wastes: A Laboratory-Scale Technical Feasibility Study

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
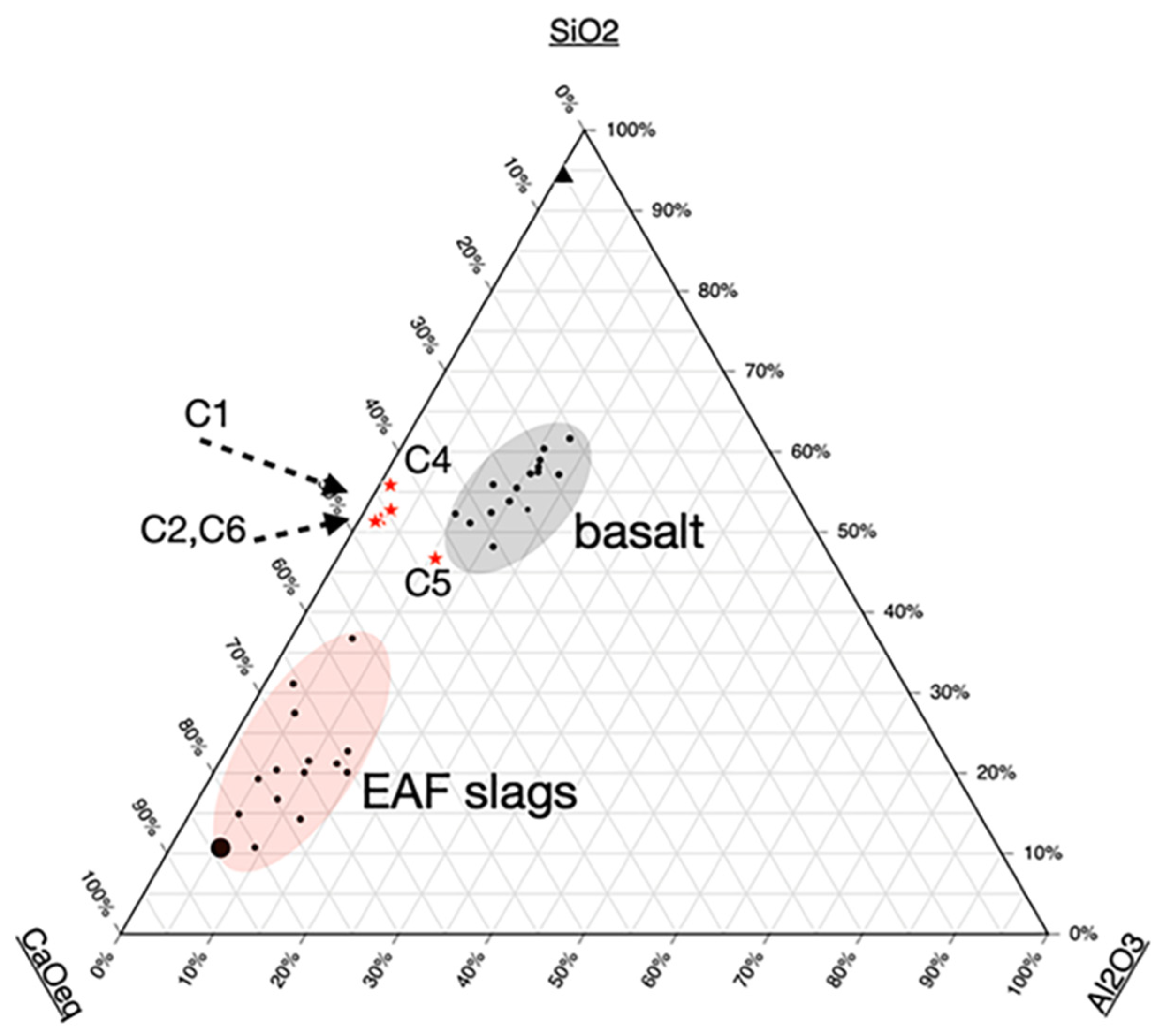
Physical–Chemical Characterization of the Raw Materials
3. Results and Discussion
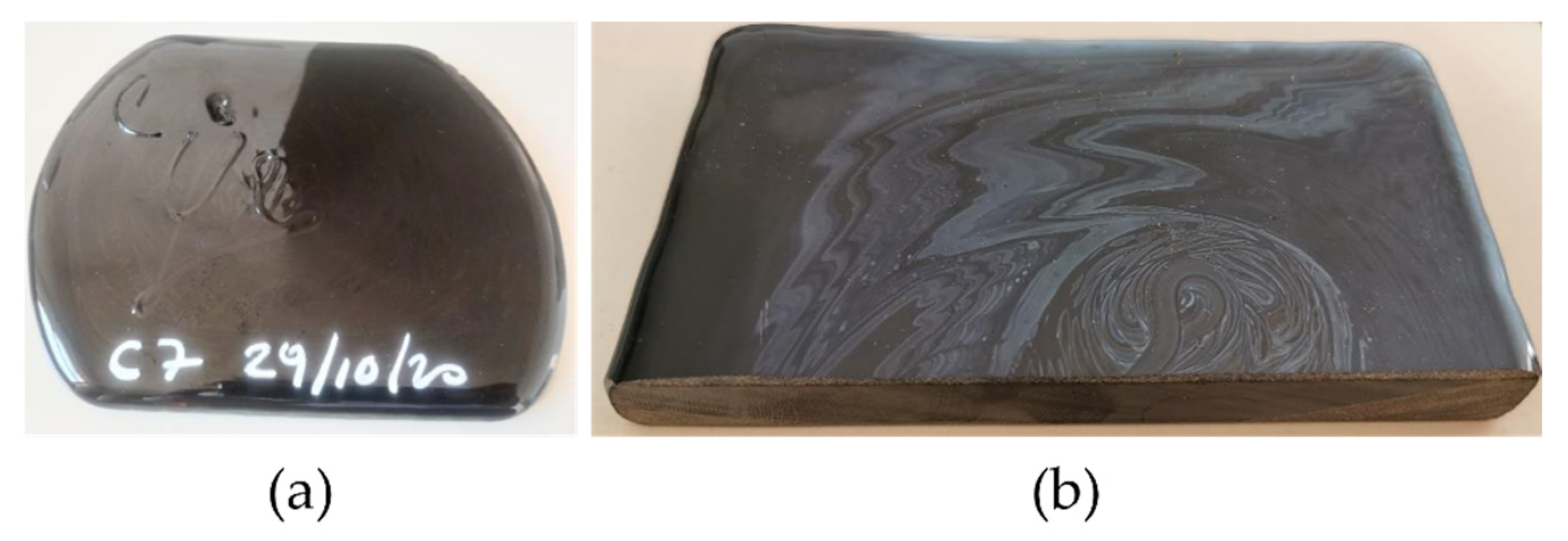
3.1. Design of the Basaltic Glass Composition, Laboratory-Scale Melting and Fiber Drawing Tests and Fine Tuning of the Batch Formulation
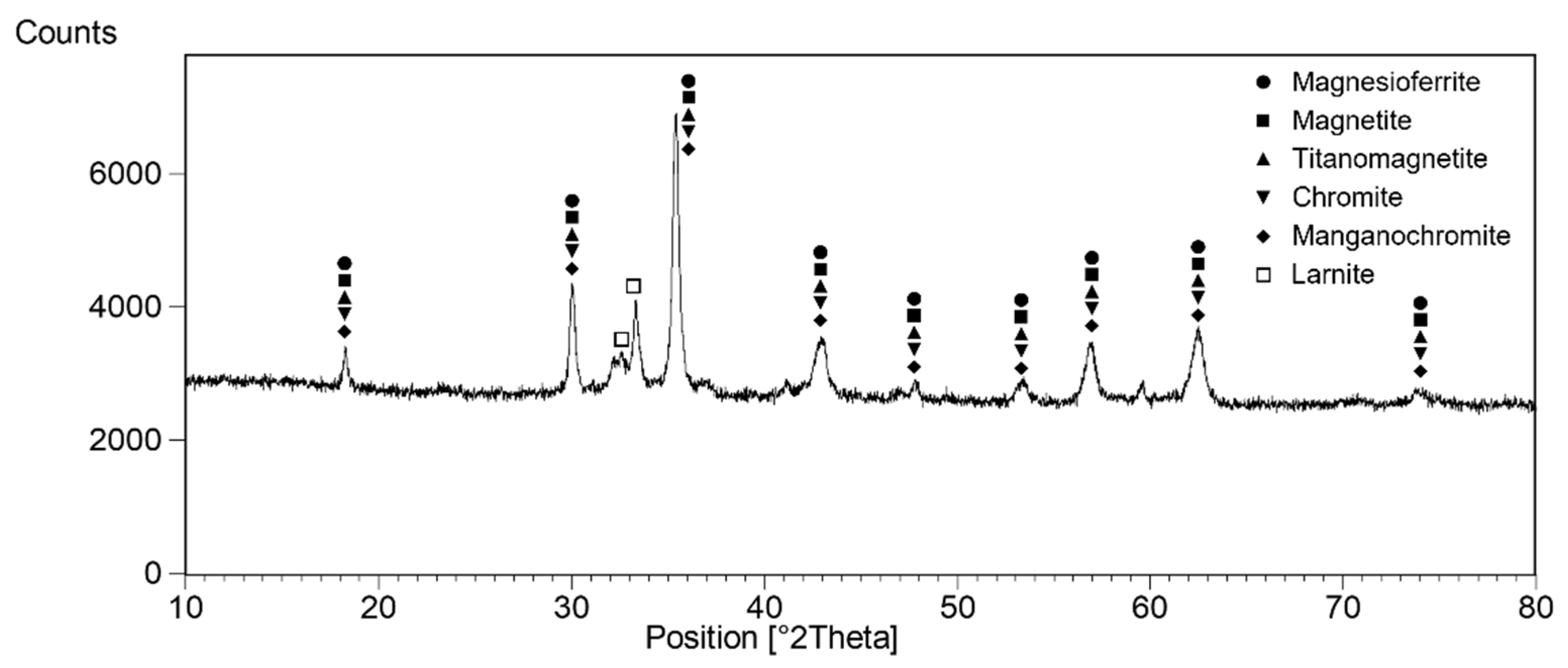
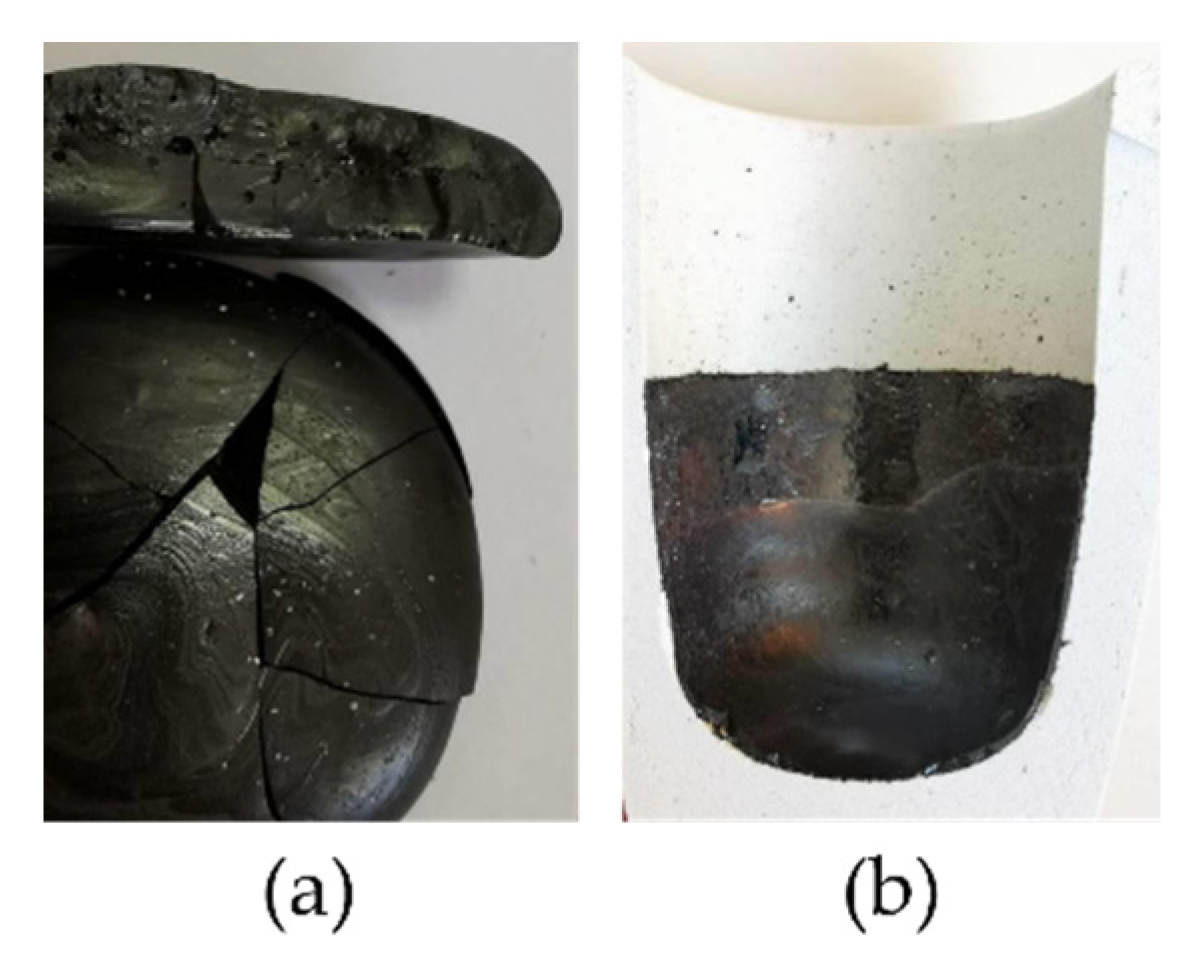
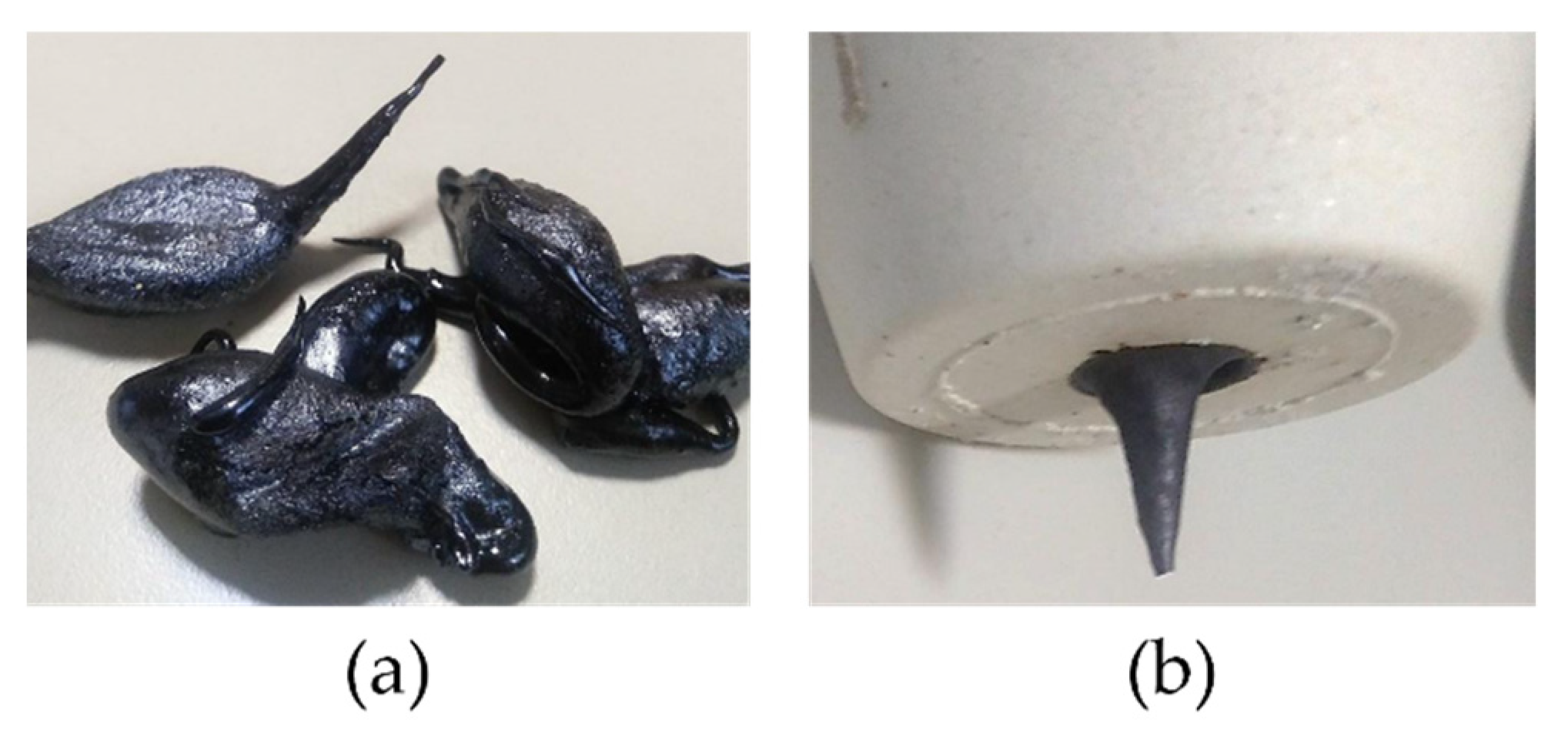
- The development of Fe-rich crystalline phases at the interface with the refractory material in the nozzle/hole area at the bottom of the crucible;
- The air-mediated oxidation of the Fe2+ of the melt to Fe3+ in the same area, resulting in a local increase in glass viscosity (Fe2+ acts as a fluxing network modifier, while Fe3+ is much less effective as a flux than Fe2+).
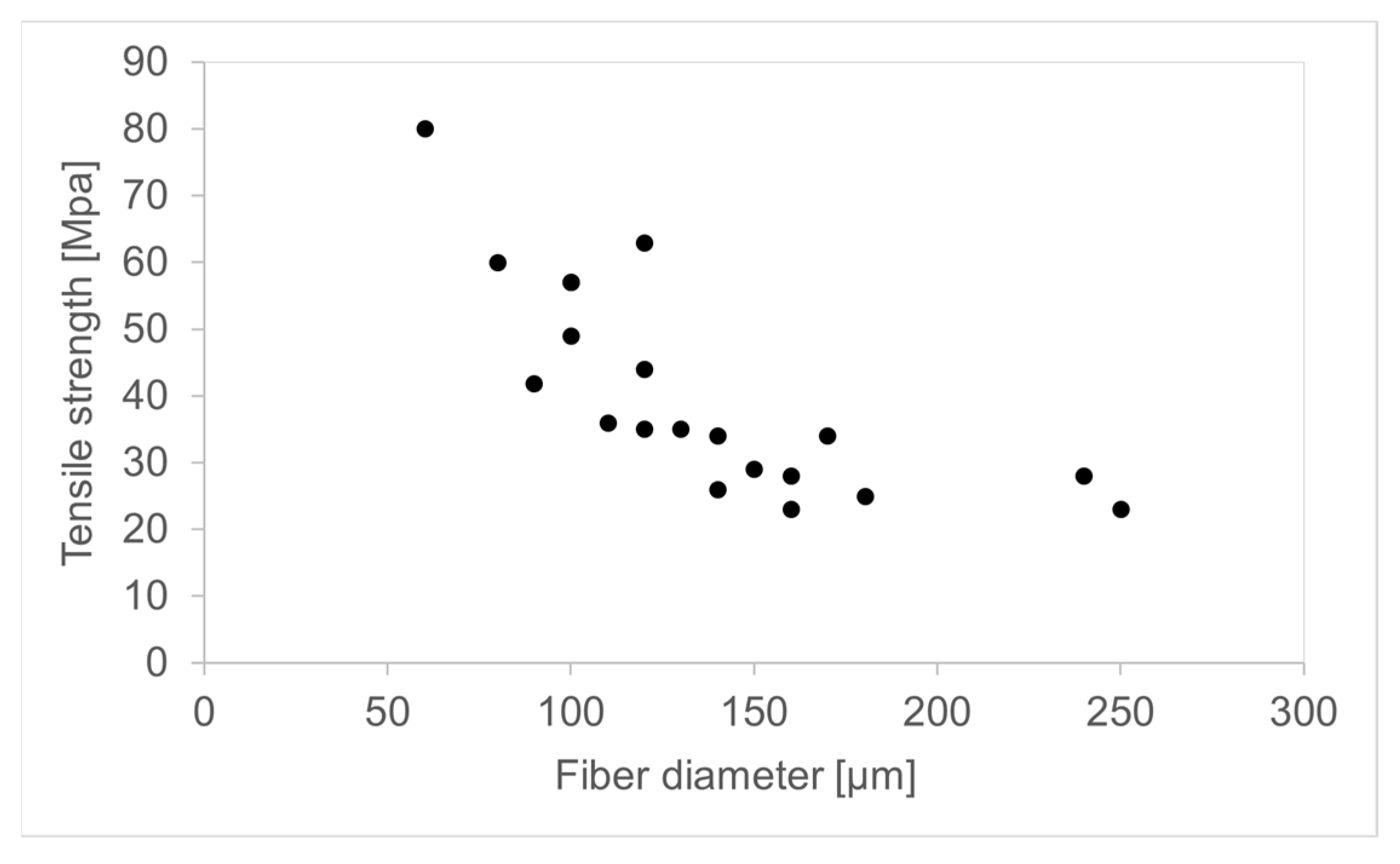
3.2. Preliminary Tensile Strength Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Korhonen, J.; Honkasalo, A.; Seppälä, J. Circular Economy: The Concept and Its Limitations. Ecol. Econ. 2018, 143, 37–46. [Google Scholar] [CrossRef]
- Sapsford, D.; Cleall, P.; Harbottle, M. In Situ Resource Recovery from Waste Repositories: Exploring the Potential for Mobilization and Capture of Metals from Anthropogenic Ores. J. Sustain. Metall. 2016, 3, 375–392. [Google Scholar] [CrossRef] [Green Version]
- Skaf, M.; Manso, J.M.; Aragón, Á.; Fuente-Alonso, J.A.; Ortega-López, V. EAF Slag in Asphalt Mixes: A Brief Review of Its Possible Re-Use. Resour. Conserv. Recycl. 2017, 120, 176–185. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Shi, C.; Pan, S.-Y. Characteristics of Steel Slags and Their Use in Cement and Concrete—A Review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Teo, P.T.; Zakaria, S.K.; Salleh, S.Z.; Taib, M.A.A.; Mohd Sharif, N.; Abu Seman, A.; Mohamed, J.J.; Yusoff, M.; Yusoff, A.H.; Mohamad, M.; et al. Assessment of Electric Arc Furnace (EAF) Steel Slag Waste’s Recycling Options into Value Added Green Products: A Review. Metals 2020, 10, 1347. [Google Scholar] [CrossRef]
- Brand, A.S.; Fanijo, E.O. A Review of the Influence of Steel Furnace Slag Type on the Properties of Cementitious Composites. Appl. Sci. 2020, 10, 8210. [Google Scholar] [CrossRef]
- Wang, Z.; Sohn, I. A Review on Reclamation and Reutilization of Ironmaking and Steelmaking Slags. J. Sustain. Metall. 2019, 5, 127–140. [Google Scholar] [CrossRef]
- Hamuyuni, J.; Halli, P.; Tesfaye, F.; Leikola, M. A Sustainable Methodology for Recycling Electric Arc Furnace Dust. In TMS Annual Meeting & Exhibition; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Wang, C.; Neelameggham, N.R.; Wang, T. Energy Technology 2018; Springer: Berlin/Heidelberg, Germany, 2018; ISBN 9783319723617. [Google Scholar]
- Bianco, L.; Porisiensi, S.; Baracchini, G.; Battigelli, L.; Ceschia, C. Circular Economy in EAF Process: How to Make It Sustainable with Zero Waste Project in Ferriere Nord. Univers. J. Manag. 2018, 6, 190–197. [Google Scholar] [CrossRef]
- COM(2013)407-Action Plan for a Competitive and Sustainable Steel Industry in Europe-EU Monitor. Available online: https://www.eumonitor.eu/9353000/1/j9tvgajcor7dxyk_j9vvik7m1c3gyxp/vjafrv3aw3xi (accessed on 27 January 2022).
- Wang, P.; Kara, S.; Hauschild, M.Z. Role of Manufacturing towards Achieving Circular Economy: The Steel Case. CIRP Ann. 2018, 67, 21–24. [Google Scholar] [CrossRef]
- Zhang, J.; Matsuura, H.; Tsukihashi, F. Processes for Recycling. Treatise Process Metall. 2014, 3, 1507–1561. [Google Scholar] [CrossRef]
- Uz, V.E.; Saltan, M.; Tutumluer, E. Transportation Geotechnics Technical and Environmental Evaluation of Metallurgical Slags as Aggregate for Sustainable Pavement Layer Applications. Transp. Geotech. 2020, 14, 61–69. [Google Scholar] [CrossRef]
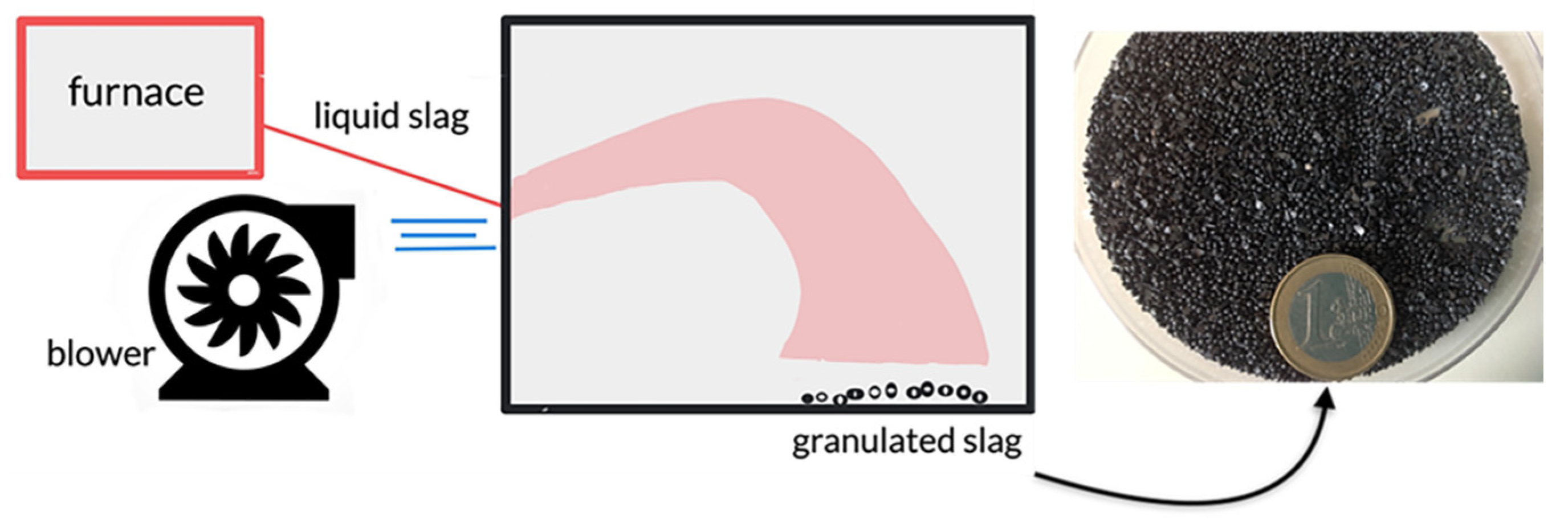
- Gao, J.; Feng, Y.; Feng, D.; Zhang, X. Granulation Performance by Hybrid Centrifugal-Air Blast Technique for Treatment of Liquid Slag. Undefined 2021, 392, 204–211. [Google Scholar] [CrossRef]
- Roy, S.; Miura, T.; Nakamura, H.; Yamamoto, Y. Investigation on Material Stability of Spherical Shaped EAF Slag Fine Aggregate Concrete for Pavement during Thermal Change. Constr. Build. Mater. 2019, 215, 862–874. [Google Scholar] [CrossRef]
- Roy, S.; Miura, T.; Nakamura, H.; Yamamoto, Y. Investigation on Applicability of Spherical Shaped EAF Slag Fine Aggregate in Pavement Concrete-Fundamental and Durability Properties. Constr. Build. Mater. 2018, 192, 555–568. [Google Scholar] [CrossRef]
- Gillespie, M.; Styles, M. BGS Rock Classification Scheme, Volume 1. Classification of Igneous Rocks; British Geological Survey: Nottingham, UK, 1999. [Google Scholar]
- Seydibeyoğlu, M.Ö.; Mohanty, A.K.; Misra, M. Fiber Technology for Fiber-Reinforced Composites; Woodhead Publishing: Delhi, India, 2017; ISBN 9780081009932. [Google Scholar]
- Deng, H.; Wei, X.; Wang, C.; Yang, J.; Li, Z. Effects of cryogenic treatment and interface modifications of basalt fibre on the mechanical properties of hybrid fibre-reinforced composites. e-Polymers 2021, 21, 625–635. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.J.; Hui, D. A Short Review on Basalt Fiber Reinforced Polymer Composites. Compos. Part B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Mao, H.; Hillert, M.; Selleby, M.; Sundman, B. Thermodynamic Assessment of the CaO-Al2O3-SiO2 System. J. Am. Ceram. Soc. 2006, 89, 298–308. [Google Scholar] [CrossRef] [Green Version]
- Gutnikov, S.I.; Zhukovskaya, E.S.; Popov, S.S.; Lazoryak, B.I. Correlation of the Chemical Composition, Structure and Mechanical Properties of Basalt Continuous Fibers. AIMS Mater. Sci. 2019, 6, 806–820. [Google Scholar] [CrossRef]
- Alves, J.O.; Espinosa, D.C.R.; Tenório, J.A.S. Recovery of Steelmaking Slag and Granite Waste in the Production of Rock Wool. Mater. Res. 2015, 18, 204–211. [Google Scholar] [CrossRef] [Green Version]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A Review on Basalt Fibre and Its Composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Vikas, G.; Sudheer, M. A Review on Properties of Basalt Fiber Reinforced Polymer Composites. Am. J. Mater. Sci. 2017, 7, 156–165. [Google Scholar] [CrossRef]
- Deák, T.; Czigány, T. Chemical Composition and Mechanical Properties of Basalt and Glass Fibers: A Comparison. Text. Res. J. 2009, 79, 645–651. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Basalt Rock | EAF Slag | Silica Fume | Sample C1 | Sample C2-3 | Sample C4 | Sample C5 | Sample C6-7-8 | |
|---|---|---|---|---|---|---|---|---|
| SiO2 | 52.80 | 10.60 | 91.41 | 52.44 | 51.38 | 55.74 | 46.63 | 46.55 |
| FeO3 | 10.30 | 43.29 | 0.10 | 21.70 | 17.37 | 8.72 | 11.33 | 11.29 |
| CaO | 8.59 | 22.05 | 0.19 | 11.12 | 8.92 | 11.14 | 12.84 | 9.80 |
| MgO | 4.63 | 8.46 | 0.85 | 4.67 | 3.82 | 8.81 | 2.51 | 2.51 |
| MnO | 0.16 | 6.21 | 0.04 | 3.12 | 2.50 | 1.26 | 1.63 | 1.63 |
| Al2O3 | 17.50 | 5.39 | 0.18 | 2.79 | 2.25 | 1.18 | 10.59 | 1.66 |
| Cr2O3 | 0.06 | 2.74 | 0.00 | 1.37 | 1.10 | 0.55 | 0.71 | 0.71 |
| K2O | 1.46 | 0.00 | 2.54 | 1.31 | 1.31 | 1.49 | 0.92 | 0.92 |
| Na2O | 3.34 | 0.09 | 1.44 | 0.79 | 10.78 | 10.86 | 12.59 | 15.54 |
| P2O5 | 0.28 | 0.31 | 0.22 | 0.27 | 0.24 | 0.19 | 0.16 | 0.16 |
| TiO2 | 1.38 | 0.29 | 0.00 | 0.15 | 0.12 | 0.06 | 0.08 | 0.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tiozzo, S.; Sanchetti, S.; Picicco, M.; Zanforlin, M.; Bemporad, E.; Zacco, A.; Depero, L.E. Basaltic Glass Fibers from Industrial Wastes: A Laboratory-Scale Technical Feasibility Study. Crystals 2022, 12, 359. https://doi.org/10.3390/cryst12030359
Tiozzo S, Sanchetti S, Picicco M, Zanforlin M, Bemporad E, Zacco A, Depero LE. Basaltic Glass Fibers from Industrial Wastes: A Laboratory-Scale Technical Feasibility Study. Crystals. 2022; 12(3):359. https://doi.org/10.3390/cryst12030359
Chicago/Turabian StyleTiozzo, Simone, Stefano Sanchetti, Martiniano Picicco, Maurizio Zanforlin, Edoardo Bemporad, Annalisa Zacco, and Laura E. Depero. 2022. "Basaltic Glass Fibers from Industrial Wastes: A Laboratory-Scale Technical Feasibility Study" Crystals 12, no. 3: 359. https://doi.org/10.3390/cryst12030359