You might also like
- KZ1000 KZ1100Document370 pagesKZ1000 KZ1100motomech100% (12)
- GM 4L80E Transmissions: How to Rebuild & Modify: How to Rebuild & ModifyFrom EverandGM 4L80E Transmissions: How to Rebuild & Modify: How to Rebuild & ModifyRating: 5 out of 5 stars5/5 (1)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- International StandardDocument24 pagesInternational StandardOrlando MantillaNo ratings yet
- Santi Kulprathipanja, James E. Rekoske, Daniel Wei, Robert v. Slone, Trung Pham, Chunqing Liu - Modern Petrochemical Technology - Methods, Manufacturing and Applications-Wiley-VCH (2021)Document313 pagesSanti Kulprathipanja, James E. Rekoske, Daniel Wei, Robert v. Slone, Trung Pham, Chunqing Liu - Modern Petrochemical Technology - Methods, Manufacturing and Applications-Wiley-VCH (2021)AnonyNo ratings yet
- Delayed COker in Hysys 1Document201 pagesDelayed COker in Hysys 1nbsmaniannNo ratings yet
- How To Use This Manual: Types T50 & T70 Sizes 1030 Thru 1200 (Page 1 of 7)Document7 pagesHow To Use This Manual: Types T50 & T70 Sizes 1030 Thru 1200 (Page 1 of 7)Ashraful HasanNo ratings yet
- 428 110 Falk Steelflex Type T10, Sizes 20 140,1020 1140 Grid Couplings Installation ManualDocument6 pages428 110 Falk Steelflex Type T10, Sizes 20 140,1020 1140 Grid Couplings Installation ManualJunior Francisco QuijanoNo ratings yet
- Falk 1130T10bDocument6 pagesFalk 1130T10bLeonardo Rios RuizNo ratings yet
- How To Use This Manual: Type T20 Steelflex CouplingDocument6 pagesHow To Use This Manual: Type T20 Steelflex CouplingGriffithNo ratings yet
- How To Use This Manual: Type G72Document8 pagesHow To Use This Manual: Type G72dparoNo ratings yet
- Instalación y Mantención Acople Rexnord GL20Document6 pagesInstalación y Mantención Acople Rexnord GL20RodrigoNo ratings yet
- How To Use This Manual: Types G20/G32/G52 Sizes 1080-1300 & 2080-2300 (Page 1 of 10)Document10 pagesHow To Use This Manual: Types G20/G32/G52 Sizes 1080-1300 & 2080-2300 (Page 1 of 10)pankaj_pawar89No ratings yet
- TID00019 Manual Acople Falk FLDDocument7 pagesTID00019 Manual Acople Falk FLDNatalia BeltránNo ratings yet
- Falk G CouplingDocument8 pagesFalk G CouplingdenisNo ratings yet
- 458 110 Falk Lifelign Type G, Sizes 1010 1070 Gear Couplings Installation ManualDocument8 pages458 110 Falk Lifelign Type G, Sizes 1010 1070 Gear Couplings Installation ManualrezandriansyahNo ratings yet
- How To Use This Manual: Sizes 1010 Thru 1070G & GP & Sizes 1 Thru 7GF (Page 1 of 8)Document8 pagesHow To Use This Manual: Sizes 1010 Thru 1070G & GP & Sizes 1 Thru 7GF (Page 1 of 8)dparoNo ratings yet
- Gmax LTG-couplings PDFDocument4 pagesGmax LTG-couplings PDFannica reclosadoNo ratings yet
- TM 10 4310 392 13 and PDocument43 pagesTM 10 4310 392 13 and PVitor FreitasNo ratings yet
- Tema 5. Motores de Corriente AlternaDocument2 pagesTema 5. Motores de Corriente AlternaRichard ZapataNo ratings yet
- Falk-Long-Term-Grease PDFDocument2 pagesFalk-Long-Term-Grease PDFdaniel atachaguaNo ratings yet
- Delo Grease Ep 00-0-1 2Document3 pagesDelo Grease Ep 00-0-1 2Michael Puma ZeaNo ratings yet
- Purus-FS-ATFDocument2 pagesPurus-FS-ATFJorge ForeroNo ratings yet
- Cat Oil Fdao SynDocument2 pagesCat Oil Fdao SynDesta 77No ratings yet
- Shell Spirax S2 ALS 85W-140Document2 pagesShell Spirax S2 ALS 85W-140report2510100% (1)
- Shell Gadus S2 High Speed Coupling Grease Technical Data SheetDocument3 pagesShell Gadus S2 High Speed Coupling Grease Technical Data Sheetjuan felipe diazgranados santosNo ratings yet
- Made in Usa: Engine Oil (Dual) 15W40 Api Ci4+ Ci4/SnDocument2 pagesMade in Usa: Engine Oil (Dual) 15W40 Api Ci4+ Ci4/SnsheilaNo ratings yet
- Essotrans Extra, Multigrade 30, 10W, 30, 50 Essotrans Extra, Multigrade 30, 10W, 30, 50Document2 pagesEssotrans Extra, Multigrade 30, 10W, 30, 50 Essotrans Extra, Multigrade 30, 10W, 30, 50Kaly7No ratings yet
- GPCDOC GTDS Shell Gadus S5 T100 2 (En) TDSDocument3 pagesGPCDOC GTDS Shell Gadus S5 T100 2 (En) TDSAlNo ratings yet
- Chevron Starplex EP-2 MSDSDocument2 pagesChevron Starplex EP-2 MSDSCrystal RojasNo ratings yet
- SKF LGMT 2Document2 pagesSKF LGMT 2muhammad saputraNo ratings yet
- Castrol Syntrans Z Long Life 75W-80: DescriptionDocument2 pagesCastrol Syntrans Z Long Life 75W-80: DescriptionwindiNo ratings yet
- Shell Gadus S2 High Speed Coupling GreaseDocument3 pagesShell Gadus S2 High Speed Coupling GreaseAnonymous oAbjbl4HNo ratings yet
- Shell Spirax S3 G80WDocument2 pagesShell Spirax S3 G80WNokiabhre WijayaNo ratings yet
- Volvo Grease Protects Construction EquipmentDocument12 pagesVolvo Grease Protects Construction EquipmentBalaji BalaNo ratings yet
- Pehj0007-03 - Cat Arctic Tdto SynDocument2 pagesPehj0007-03 - Cat Arctic Tdto SynOscar Delgado100% (1)
- 094c1183ad68b1bb PDF Preview MediumDocument2 pages094c1183ad68b1bb PDF Preview MediumGerChuLu C.D.No ratings yet
- Service Instruction: Selection of Suitable Operating Fluids For Rotax 2-Stroke Ul Engines SI-2ST-008Document7 pagesService Instruction: Selection of Suitable Operating Fluids For Rotax 2-Stroke Ul Engines SI-2ST-008ddNo ratings yet
- SKF Coupling MaintananceDocument4 pagesSKF Coupling MaintananceDavinder MakhijaNo ratings yet
- Shell Tivela S 220: Advanced Synthetic Gear OilsDocument2 pagesShell Tivela S 220: Advanced Synthetic Gear OilsViruzfhmNo ratings yet
- Spruit Transmissies Rexnord SteelflexDocument48 pagesSpruit Transmissies Rexnord SteelflexPhan Công ChiếnNo ratings yet
- Kopr Kote Oilfield TdsDocument1 pageKopr Kote Oilfield Tdsbob smithNo ratings yet
- Shell Rotella T5 Ultra 10w-30 TDSDocument2 pagesShell Rotella T5 Ultra 10w-30 TDSmdziubakNo ratings yet
- AGIP ROTRA JD/F Multi-Purpose Tractor LubricantDocument2 pagesAGIP ROTRA JD/F Multi-Purpose Tractor LubricantJan HendriksNo ratings yet
- LUBCON Automotive Industry enDocument7 pagesLUBCON Automotive Industry enOmin PostingNo ratings yet
- Shell Spirax S3 T Technical Data SheetDocument2 pagesShell Spirax S3 T Technical Data Sheetrstec pyNo ratings yet
- Valplex EP NLGI 2: Specifications and Approvals ApplicationsDocument2 pagesValplex EP NLGI 2: Specifications and Approvals Applicationsdiah ayuNo ratings yet
- Gear Synt TDL 75W-90: Lubricant For Heavily Loaded Transmissions and Long Drain Service. 100% SyntheticDocument1 pageGear Synt TDL 75W-90: Lubricant For Heavily Loaded Transmissions and Long Drain Service. 100% SyntheticManuel GironNo ratings yet
- Geo Sng-4 Sae 40-Pi SheetDocument2 pagesGeo Sng-4 Sae 40-Pi SheetDana Group - Valvoline LubricantNo ratings yet
- Mtds SKF Grease k2k Din - 51825Document2 pagesMtds SKF Grease k2k Din - 51825Business DevelopmentNo ratings yet
- Engen Genlex SeriesDocument3 pagesEngen Genlex Seriespalraj_suriNo ratings yet
- PDSDetail PageDocument3 pagesPDSDetail PageEduleofNo ratings yet
- Eaton Fuller TRSM 0190 Mid Range Transmission Service Manual en UsDocument66 pagesEaton Fuller TRSM 0190 Mid Range Transmission Service Manual en UsHernandez ManuelNo ratings yet
- Multifak EP - Data SheetDocument2 pagesMultifak EP - Data SheetJeremias UtreraNo ratings yet
- Cat NGEO EL350: (Natural Gas Engine Oil)Document2 pagesCat NGEO EL350: (Natural Gas Engine Oil)Alfonso Alberto ArguelloNo ratings yet
- Engine Oil 15W 40 PDFDocument2 pagesEngine Oil 15W 40 PDFAngela Jackson100% (1)
- Molub Alloy 860Document3 pagesMolub Alloy 860akshatmalhotraNo ratings yet
- Technical Data Sheet for Manual Transmission and Gear OilDocument2 pagesTechnical Data Sheet for Manual Transmission and Gear OilJorge Arrieta TorresNo ratings yet
- Shell Alvania Grease CG: For Couplings Used in Industrial EquipmentDocument3 pagesShell Alvania Grease CG: For Couplings Used in Industrial EquipmentOrlando MantillaNo ratings yet
- Multifak EP: Specialty Industrial GreaseDocument2 pagesMultifak EP: Specialty Industrial GreaseMahmoud TaroutiNo ratings yet
- TITAN ATF 4000 Multi-Purpose Automatic Transmission FluidDocument1 pageTITAN ATF 4000 Multi-Purpose Automatic Transmission FluidM.TayyabNo ratings yet
- Boston Gear 832B15KM1 ManualDocument6 pagesBoston Gear 832B15KM1 Manualoscar ivan mendezNo ratings yet
- Regreasing Double-Shielded BearingsDocument4 pagesRegreasing Double-Shielded BearingsOrlando MantillaNo ratings yet
- Impeller O'Ring Lower Diffuser Diffuser Housing Fluid Dir. 2 Pc. Ring Head ShaftDocument1 pageImpeller O'Ring Lower Diffuser Diffuser Housing Fluid Dir. 2 Pc. Ring Head ShaftOrlando MantillaNo ratings yet
- Instrumentation Schematic Suction: Foundation FrameDocument1 pageInstrumentation Schematic Suction: Foundation FrameOrlando MantillaNo ratings yet
- Shell Alvania Grease CG: For Couplings Used in Industrial EquipmentDocument3 pagesShell Alvania Grease CG: For Couplings Used in Industrial EquipmentOrlando MantillaNo ratings yet
- Gear Box LufkinDocument34 pagesGear Box LufkinOrlando MantillaNo ratings yet
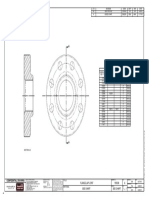
- A See Chart 169338 Flange, Lap Joint See Chart: DB 4/27/05 4/28/05 Material TitleDocument1 pageA See Chart 169338 Flange, Lap Joint See Chart: DB 4/27/05 4/28/05 Material TitleOrlando MantillaNo ratings yet
- Flush PlanDocument1 pageFlush PlanOrlando MantillaNo ratings yet
- DATA-SHEET Allowable Nozzle Loadings-6x4Document2 pagesDATA-SHEET Allowable Nozzle Loadings-6x4Orlando MantillaNo ratings yet
- Plano A.G. 165056-NR-20100309Document1 pagePlano A.G. 165056-NR-20100309Orlando MantillaNo ratings yet
- Plano BP Project Draft WG SPS PID REV 0Document1 pagePlano BP Project Draft WG SPS PID REV 0Orlando MantillaNo ratings yet
- Plano 179776-Flush PlanDocument1 pagePlano 179776-Flush PlanOrlando MantillaNo ratings yet
- MANUAL Vector VII Product Data Book - 8-15-09 FINALDocument38 pagesMANUAL Vector VII Product Data Book - 8-15-09 FINALOrlando MantillaNo ratings yet
- Surface Pumping System: BP Project-Florena FieldDocument1 pageSurface Pumping System: BP Project-Florena FieldOrlando MantillaNo ratings yet
- 169124-Coupling Flex (Motor)Document1 page169124-Coupling Flex (Motor)Orlando MantillaNo ratings yet
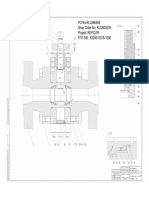
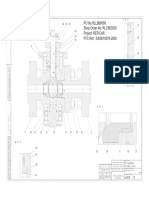
- 100RLCB03039 Isolation Valve Sectional Valvula de La ManguerraDocument3 pages100RLCB03039 Isolation Valve Sectional Valvula de La ManguerraOrlando MantillaNo ratings yet
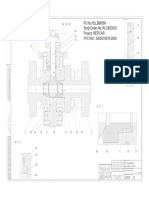
- 100RLCB03039 Bleed Valve SectionalDocument3 pages100RLCB03039 Bleed Valve SectionalOrlando MantillaNo ratings yet
- DATA-SHEET Allowable Nozzle Loadings-6x4Document2 pagesDATA-SHEET Allowable Nozzle Loadings-6x4Orlando MantillaNo ratings yet
- 100RLCB03032 Valvula de CortadoDocument84 pages100RLCB03032 Valvula de CortadoOrlando MantillaNo ratings yet
- 100RLCB03039 Bleed Valve SectionalDocument3 pages100RLCB03039 Bleed Valve SectionalOrlando MantillaNo ratings yet
- 100RLCB03031 BombasDocument76 pages100RLCB03031 BombasOrlando MantillaNo ratings yet
- Empowering EmployeesDocument2 pagesEmpowering EmployeesOrlando MantillaNo ratings yet
- International Standard: - GFF$ &K&@ .-GDocument59 pagesInternational Standard: - GFF$ &K&@ .-GOrlando MantillaNo ratings yet
- Equipment CatalogDocument66 pagesEquipment Catalogcristian pedrazaNo ratings yet
- Method D - Hydrophilic Fluorescent Inspection PDFDocument1 pageMethod D - Hydrophilic Fluorescent Inspection PDFOrlando MantillaNo ratings yet
- Liquid Penetrant Testing: Standard Practice ForDocument11 pagesLiquid Penetrant Testing: Standard Practice ForErick SanabriaNo ratings yet
- Chapter 3 - Mineral and Power Resources: NCERT Solutions For Class 8 Social Science GeographyDocument2 pagesChapter 3 - Mineral and Power Resources: NCERT Solutions For Class 8 Social Science GeographyKalpna SharmaNo ratings yet
- 揽瓜阁逻辑做题小分队合辑volume2Document119 pages揽瓜阁逻辑做题小分队合辑volume2Edward WangNo ratings yet
- Water-Based Non-Ionic Polymeric Surfactants As Oil Spill Dispersants PDFDocument7 pagesWater-Based Non-Ionic Polymeric Surfactants As Oil Spill Dispersants PDFAfzal AktharNo ratings yet
- Atmospheric DistillationDocument114 pagesAtmospheric DistillationAhmed Mohamed Khalil67% (3)
- ECCE 1106 013 Environmental Risk Compliance For Nature GasDocument16 pagesECCE 1106 013 Environmental Risk Compliance For Nature GasO.O.SulaimanNo ratings yet
- Fuel Change-Over Guidelines For MARPOL Annex VI Compliance in ECADocument2 pagesFuel Change-Over Guidelines For MARPOL Annex VI Compliance in ECAswapneel_kulkarniNo ratings yet
- Combined-Cycle Power PlantsDocument22 pagesCombined-Cycle Power PlantsAnonymous Iev5ggSRNo ratings yet
- Neoflo 1-68i (IO)Document3 pagesNeoflo 1-68i (IO)Kinni ShenoldNo ratings yet
- PORAM Heating Instructions Recd Nov 2014Document1 pagePORAM Heating Instructions Recd Nov 2014lu asenNo ratings yet
- ScienceDocument10 pagesScienceISHIKA MahajanNo ratings yet
- CV Edzarliando 20Document4 pagesCV Edzarliando 20ikhzan cadetNo ratings yet
- Luis Oswaldo Rodriguez Perez 2Document2 pagesLuis Oswaldo Rodriguez Perez 2api-248854453No ratings yet
- Oxidation Stability of Distillate Fuel Oil (Accelerated Method)Document6 pagesOxidation Stability of Distillate Fuel Oil (Accelerated Method)Pablo Fabian Del RossoNo ratings yet
- BLTN11184 6431880 01Document35 pagesBLTN11184 6431880 01جمال سلطانNo ratings yet
- Material Safety Data Sheet: Section 1: Product IdentificationDocument7 pagesMaterial Safety Data Sheet: Section 1: Product Identificationcvolkan1No ratings yet
- India - Mineral Yearbook 2005Document15 pagesIndia - Mineral Yearbook 2005jfgarciadelrealNo ratings yet
- Argus European ProductsDocument14 pagesArgus European ProductsMihaElla_07No ratings yet
- Uses of Bryophytes Saxena y Harinder, 2004Document10 pagesUses of Bryophytes Saxena y Harinder, 2004Caro Feuillet-HurtadoNo ratings yet
- Natural GasDocument660 pagesNatural Gasrichardsena100% (2)
- Booklet Indonesia Conventional Oil & Gas 2017Document64 pagesBooklet Indonesia Conventional Oil & Gas 2017dimas1andreasNo ratings yet
- Petroleum Refinery Engineering MCQs PDFDocument36 pagesPetroleum Refinery Engineering MCQs PDFRizwan Ali83% (6)
- Paper and Poster Competition Preliminary Case Booklet IPFEST 2024Document9 pagesPaper and Poster Competition Preliminary Case Booklet IPFEST 2024almas fauziahNo ratings yet
- Colombia Oil Almanac V 0.9Document149 pagesColombia Oil Almanac V 0.9tatagalgo100% (1)
- Ielts Writing Task 1 - Pie ChartDocument53 pagesIelts Writing Task 1 - Pie ChartAmy HicksNo ratings yet
- Calculated Cetane Index of Distillate Fuels: Standard Test Method ForDocument4 pagesCalculated Cetane Index of Distillate Fuels: Standard Test Method ForzzapiecheNo ratings yet
- Crude Assay - Lecture NotesDocument18 pagesCrude Assay - Lecture Notessam joseph100% (1)
- Aliapur 2009 Reference DocumentDocument15 pagesAliapur 2009 Reference DocumentBeta AnalyticNo ratings yet
- BMI Iran Oil and Gas Report Q2 2017 PDFDocument82 pagesBMI Iran Oil and Gas Report Q2 2017 PDFMuhammad JahangirNo ratings yet