Wärmebehandlung von Stahl Abschreckhärten, martensitisches ...
Wärmebehandlung von Stahl Abschreckhärten, martensitisches ...
Wärmebehandlung von Stahl Abschreckhärten, martensitisches ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Wärmebehandlung</strong> <strong>von</strong> <strong>Stahl</strong><br />
<strong>Abschreckhärten</strong>, <strong>martensitisches</strong> Härten<br />
Zweck<br />
Verschleißfestigkeit, Härte<br />
Vorgang<br />
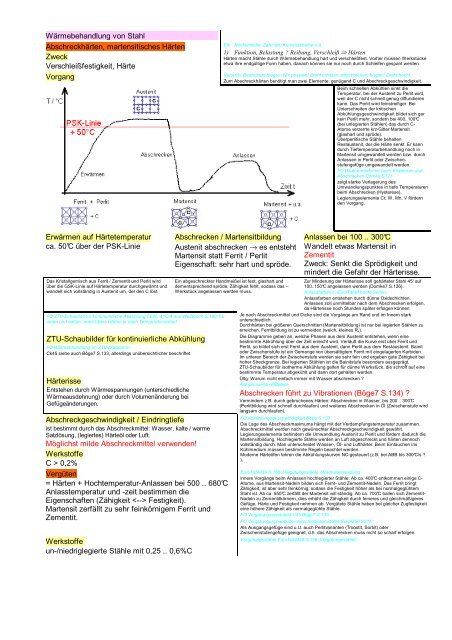
Erwärmen auf Härtetemperatur<br />
ca. 50°C über der PSK-Linie<br />
Das Kristallgemisch aus Ferrit / Zementit und Perlit wird<br />
über die GSK-Linie auf Härtetemperatur durchgewärmt und<br />
wandelt sich vollständig in Austenit um, der den C löst.<br />
FO ZTU-Schaubild für kontinuierliche Abkühlung Ck45, 41Cr4 aus Weißbach S.180: für<br />
innen und außen, erreichbare Härten je nach Temperaturverlauf<br />
ZTU-Schaubilder für kontinuierliche Abkühlung<br />
FO Wärmebhandlung im ZTU-Diagramm<br />
Ck45 siehe auch Böge7 S.133, allerdings unübersichtlicher beschriftet.<br />
Härterisse<br />
Entstehen durch Wärmespannungen (unterschiedliche<br />
Wärmeausdehnung) oder durch Volumenänderung bei<br />
Gefügeänderungen.<br />
Abschreckgeschwindigkeit / Eindringtiefe<br />
ist bestimmt durch das Abschreckmittel: Wasser, kalte / warme<br />
Salzlösung, (legiertes) Härteöl oder Luft.<br />
Möglichst milde Abschreckmittel verwenden!<br />
Werkstoffe<br />
C > 0,2%<br />
Vergüten<br />
= Härten + Hochtemperatur-Anlassen bei 500 .. 680°C<br />
Anlasstemperatur und -zeit bestimmen die<br />
Eigenschaften (Zähigkeit Festigkeit).<br />
Martensit zerfällt zu sehr feinkörnigem Ferrit und<br />
Zementit.<br />
Werkstoffe<br />
un-/niedriglegierte Stähle mit 0,25 .. 0,6%C<br />
Ein Nockenwelle, Zahnrad, Kurvenscheibe o.ä.<br />
1) Funktion, Belastung ? Reibung, Verschleiß Härten<br />
Härten macht Stähle durch <strong>Wärmebehandlung</strong> hart und verschleißfest. Vorher müssen Werkstücke<br />
etwa ihre endgültige Form haben, danach können sie nur noch durch Schleifen gespant werden.<br />
Versuch: Bindedraht biegen: Nix passiert; Draht erhitzen, abschrecken, biegen: Draht bricht.<br />
Zum <strong>Abschreckhärten</strong> benötigt man zwei Elemente: genügend C und Abschreckgeschwindigkeit.<br />
Abschrecken / Martensitbildung<br />
Austenit abschrecken → es entsteht<br />
Martensit statt Ferrit / Perlit<br />
Eigenschaft: sehr hart und spröde.<br />
Ein abgeschreckter Handmeißel ist fest, glashart und<br />
dementsprechend spröde, Zähigkeit fehlt, sodass das –<br />
Werkstück angelassen werden muss.<br />
Beim schnellen Abkühlen sinkt die<br />
Temperatur, bei der Austenit zu Perlit wird,<br />
weil der C nicht schnell genug diffundieren<br />
kann. Das Perlit wird feinstreifiger. Bei<br />
Unterschreiten der kritischen<br />
Abkühlungsgeschwindigkeit bildet sich gar<br />
kein Perlit mehr, sondern bei 400..100°C<br />
(bei unlegierten Stählen) das durch C-<br />
Atome verzerrte krz-Gitter Martensit<br />
(glashart und spröde).<br />
Überperlitische Stähle behalten<br />
Restaustenit, der die Härte senkt. Er kann<br />
durch Tieftemperaturbehandlung noch in<br />
Martensit umgewandelt werden bzw. durch<br />
Anlassen in Perlit oder Zwischenstufengefüge<br />
umgewandelt werden.<br />
FO Dilatometerkurve beim Erwärmen und<br />
Abschrecken Domke S121<br />
zeigt starke Verlagerung des<br />
Umwandlungspunktes in tiefe Temperaturen<br />
beim Abschrecken (Hysterese).<br />
Legierungselemente Cr, W, Mn, V fördern<br />
den Vorgang.<br />
Anlassen bei 100 .. 300°C<br />
Wandelt etwas Martensit in<br />
Zementit<br />
Zweck: Senkt die Sprödigkeit und<br />
mindert die Gefahr der Härterisse.<br />
Zur Minderung der Härterisse soll gehärteter <strong>Stahl</strong> 45’ auf<br />
100..150°C angelassen werden (Domke7 S.126).<br />
Anlassfarben s. EuroTabM bunte Seiten.<br />
Anlassfarben entstehen durch dünne Oxidschichten.<br />
Anlassen soll unmittelbar nach dem Abschrecken erfolgen,<br />
da Härterisse noch Stunden später erfolgen können<br />
Je nach Abschreckmittel und Dicke sind die Vorgänge am Rand und im Innern stark<br />
unterschiedlich.<br />
Durchhärten bei größeren Querschnitten (Martensitbildung) ist nur bei legierten Stählen zu<br />
erreichen. Ferritbildung ist zu vermeiden (weich, kleines Re).<br />
Die Diagramme geben an, welche Phasen aus dem Austenit entstehen, wenn eine<br />
bestimmte Abkühlung über der Zeit erreicht wird. Verläuft die Kurve erst über Ferrit und<br />
Perlit, so bildet sich erst Ferrit aus dem Austenit, dann Perlit aus dem Restaustenit. Bainit<br />
oder Zwischenstufe ist ein Gemenge <strong>von</strong> übersättigtem Ferrit mit eingelagerten Karbiden.<br />
Im unteren Bereich der Zwischenstufe werden sie sehr fein und ergeben gute Zähigkeit bei<br />
hoher Streckgrenze. Bei legierten Stählen ist die Bainitstufe besonders ausgeprägt.<br />
ZTU-Schaubilder für isotherme Abkühlung gelten für dünne Werkstück, die schroff auf eine<br />
bestimmte Temperatur abgekühlt und dann dort gehalten werden.<br />
Ültg: Warum nicht einfach immer mit Wasser abschrecken ?<br />
AM gerissene Härteteile<br />
Abschrecken führt zu Vibrationen (Böge7 S.134) ?<br />
Vermindern z.B. durch gebrochenes Härten: Abschrecken in Wasser, bis 200 .. 300°C<br />
(Perlitbildung wird schnell durchlaufen) und weiteres Abschrecken in Öl (Zwischenstufe wird<br />
langsam durchlaufen).<br />
FO Abkühlungsgeschwindigkeit Böge S.133<br />
Die Lage des Abschreckmaximums hängt mit der Verdampfungstemperatur zusammen.<br />
Abschreckmittel werden nach gewünschter Abschreckgeschwindigkeit gewählt.<br />
Legierungselemente behindern die Umwandlung Austenit zu Perlit und fördern dadurch die<br />
Martensitbildung. Hochlegierte Stähle werden an Luft abgeschreckt und härten dennoch<br />
vollständig durch. Man unterscheidet Wasser-, Öl- und Lufthärter. Beim Eintauchen ins<br />
Kühlmedium müssen bestimmte Regeln beachtet werden.<br />
Moderne Härteöfen fahren die Abkühlungskurven NC-gesteuert (z.B. bei ABB bis 300°C/s ?<br />
).<br />
EuroTabM39 S.158 „Vergütungsstähle -<strong>Wärmebehandlung</strong><br />
Innere Vorgänge beim Anlassen hochlegierter Stähle: Ab ca. 400°C entkommen einige C-<br />
Atome, aus Martensit-Nadeln bilden sich Ferrit- und Zementit-Nadeln. Das Ferrit bringt<br />
Zähigkeit, ist aber sehr feinkörnig, sodass die Festigkeit höher als bei normalgeglühtem<br />
<strong>Stahl</strong> ist. Ab ca. 550°C zerfällt der Martensit voll ständig. Ab ca. 700°C ballen sich Zementit-<br />
Nadeln zu Zementitkörnern, dies erhöht die Zähigkeit durch feineres und gleichmäßigeres<br />
Gefüge, Härte und Festigkeit nehmen ab. Vergütete Stähle haben bei gleicher Zugfestigkeit<br />
eine höhere Zähigkeit als normalgeglühte Stähle.<br />
FO Vergütungsschaubild C45 Böge7 S.135<br />
FO Vergütungsschaubilder verschiedener Stähle EuroM50 S215"<br />
Als Ausgangsgefüge sind u.U. auch Perlitvarianten (Troostit, Sorbit) oder<br />
Zwischenstufengefüge geeignet, d.h. das Abschrecken muss nicht so scharf erfolgen.<br />
Vergütungsstähle EuroTabM39 S.158 „Vergütungsstähle“
Oberflächenhärten<br />
für verschleißfeste Oberfläche<br />
und zähen Kern.<br />
<strong>Abschreckhärten</strong><br />
C-Gehalt und Abschreckgeschwindigkeit sind nur an<br />
der Oberfläche groß genug ¡¢¡£¤¥¦¦§¨©���������������§¨©���<br />
Ein<br />
AM Nockenwelle, Zahnrad o.ä.<br />
AM Kurvenscheibe (nur mit FO)<br />
z.B. für Zahnräder, Nocken und Lagerflächen <strong>von</strong> Nockenwellen, Kurvenscheiben<br />
Nitrierhärten<br />
Bildung sehr harter Nitride<br />
in der Randschicht<br />
�������������������<br />
Verfahren Einsatzhärten Randschichthärten<br />
Werkstoffe / Vorgang<br />
Randschicht wird ....<br />
St mit C