ΚΟΠΤΙΚΑ ΕΡΓΑΛΕΙΑ ΠΡΕΣΑΣ 1 ΜΕΡΗ (Σχ 1)
κοπτικα εργαλεια πρεσσας - Σχολή Μηχανολόγων Μηχανικών Ε.Μ.Π.
κοπτικα εργαλεια πρεσσας - Σχολή Μηχανολόγων Μηχανικών Ε.Μ.Π.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
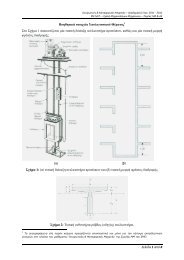
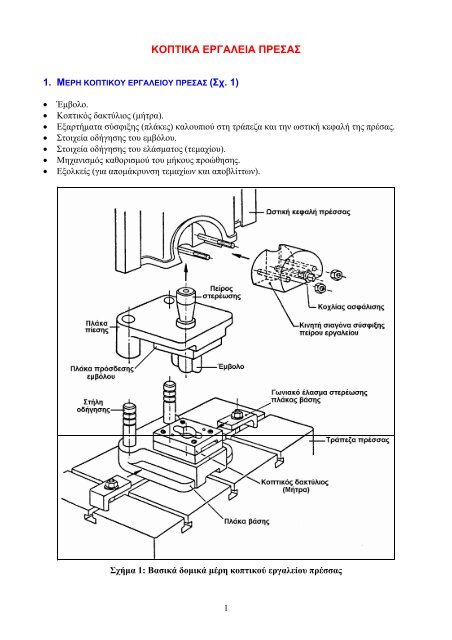
<strong>ΚΟΠΤΙΚΑ</strong> <strong>ΕΡΓΑΛΕΙΑ</strong> <strong>ΠΡΕΣΑΣ</strong>1. <strong>ΜΕΡΗ</strong> ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ <strong>ΠΡΕΣΑΣ</strong> (<strong>Σχ</strong>. 1)• Έμβολο.• Κοπτικός δακτύλιος (μήτρα).• Εξαρτήματα σύσφιξης (πλάκες) καλουπιού στη τράπεζα και την ωστική κεφαλή της πρέσας.• Στοιχεία οδήγησης του εμβόλου.• Στοιχεία οδήγησης του ελάσματος (τεμαχίου).• Μηχανισμός καθορισμού του μήκους προώθησης.• Εξολκείς (για απομάκρυνση τεμαχίων και αποβλίττων).<strong>Σχ</strong>ήμα 1: Βασικά δομικά μέρη κοπτικού εργαλείου πρέσσας1
2. ΤΟ ΕΜΒΟΛΟΗ διατομή του έχει τη μορφή του περιγράμματος του τεμαχίου που θα κοπεί.Παράπλευρη και μετωπική επιφάνεια συνήθως σχηματίζουν ορθό πρίσμα (αποκλίσεις σεειδικές περιπτώσεις).Όταν η διατομή είναι πολύπλοκης μορφής, το έμβολο είναι διαιρούμενο, δηλ. προκύπτει από τησύνθεση τμημάτων απλούστερης γεωμετρίας που συναρμολογούνται κατάλληλα σε ένα σύνολο.Η κύρια καταπόνηση του εμβόλου είναι θλιπτική. Για την αποφυγή λυγισμού τουκατασκευάζεται με ένα ελάχιστο δυνατό μήκος, στο οποίο περιλαμβάνονται μειώσεις απόπροβλεπόμενο αριθμό τροχισμάτων (στη διάρκεια ζωής του) και περιορισμοί ως προς τηδυνατότητα πρόσβασης στις διάφορες θέσης ρύθμισης της πρέσας.Στο νομογράφημα του <strong>Σχ</strong>. 2 παρέχεται το μέγιστο επιτρεπόμενο μήκος (l max ) εμβόλου κυκλικήςδιατομής (διαμέτρου d) για απότμηση ελάσματος πάχους s από υλικό αντοχής τ Β .Σύνηθες μήκος εμβόλου: l = 60 mm.<strong>Σχ</strong>ήμα 2: Προσδιορισμός μέγιστου επιτρεπόμενου μήκους εμβόλου κοπτικού εργαλείουπρέσσαςΣΤΕΡΕΩΣΗ ΤΟΥ ΕΜΒΟΛΟΥΤο έμβολο στερεώνεται στην ωστική κεφαλή της πρέσσας (<strong>Σχ</strong>. 3), από την οποία παραλαμβάνειτα φορτία και κινείται με αυτήν (παλινδρομική κίνηση).Η στερέωση του εμβόλου πρέπει να εξασφαλίζει: σταθερή θέση εργαλείου, ταχεία και εύκοληαφαίρεση του, αποφυγή κινδύνου ατυχήματος.Μέσο στερέωσης: Ο πείρος στερέωσης (<strong>Σχ</strong>. 4), η προσαρμογή του οποίου γίνεται με κοχλίωση,ήλωση ή συγκόλληση σε κατάλληλη υποδοχή (οπή) της ωστικής κεφαλής (<strong>Σχ</strong>. 5).Ο πείρος στερεώνεται στην ωστική κεφαλή με κοχλία και με κατάλληλη εγκοπή που σχηματίζειγωνία ~15 ο ως προς την κατακόρυφο και ασφαλίζεται έναντι περιστροφής (βλ. <strong>Σχ</strong>. 4 και 5).2
Εναλλακτικός τρόπος στερέωσης του εμβόλου (πιο μοντέρνα μέθοδος) επιτυγχάνεται με ειδικόσφιγκτήρα (κινητή σιαγόνα), όπως παρουσιάζεται στο <strong>Σχ</strong>. 1.<strong>Σχ</strong>ήμα 3: Διαμόρφωση του πείρου στερέωσηςτου εμβόλου<strong>Σχ</strong>ήμα 4: Δύναμη πίεσης του πείρου στηνοπή της κεφαλής<strong>Σχ</strong>ήμα 5: Στερέωση του πείρου στην οπή της ωστικής κεφαλήςΕναλλακτικοί τρόποι διαμόρφωσης του πείρου στερέωσης και τρόποι συναρμογής του στην οπήτης ωστικής κεφαλής παρουσιάζονται στο <strong>Σχ</strong>. 6.<strong>Σχ</strong>ήμα 6: Εναλλακτικοί τρόποι διαμόρφωσης και συναρμογής τουπείρου στερέωσης στην οπή της ωστικής κεφαλής3
ΚΑΘΟΡΙΣΜΟΣ ΤΗΣ ΘΕΣΗΣ ΤΟΥ ΠΕΙΡΟΥ ΣΤΕΡΕΩΣΗΣΌταν πάνω στην πλάκα ενεργούν ταυτόχρονα περισσότερα του ενός έμβολα (βλ. <strong>Σχ</strong>. 7), πρέπεινα καθοριστεί αναλυτικά η θέση προσαρμογής του πείρου στερέωσης στο καλούπι, έτσι ώστε ναμην δημιουργούνται ζεύγη δυνάμεων, που θα τείνουν να ανατρέψουν το έμβολο και θασυνεισφέρουν στην ταχεία φθορά των οδηγών (ολισθητήρων) της ωστικής κεφαλής και στηνυπερβολική καταπόνηση εργαλείου και πρέσας.Βασική προϋπόθεση:<strong>Σχ</strong>ήμα 7: Πλάκα πολλαπλών κοπτικών εμβόλων<strong>Σχ</strong>ηματική παράσταση της ισορροπίας της πλάκας πίεσηςΗ δύναμη της πρέσσας και η συνισταμένη των κοπτικών δυνάμεων πρέπει να έχουν κοινό φορέαή ισοδύναμαΟ άξονας του πείρου πρέπει να διέρχεται από το κέντρο βάρους των κοπτικών δυνάμεων.Πορεία εργασίας:1. Το περίγραμμα του αποτμήματος χωρίζεται σε επιμέρους γραμμές με γνωστό κέντρο βάρους.2. Αναφερόμενοι σε σύστημα συντεταγμένων (xOy), το κέντρο βάρους της συνισταμένης έχεισυντεταγμένες:xo= ∑ ∑( l ⋅ x)lκαιyo= ∑ ∑( l ⋅ y)lόπουlτο μήκος της γραμμής.4
Στον Πίν. 1 παρέχονται τα κ.β. χαρακτηριστικών γραμμών.Πίνακας 1: Τύποι υπολογισμού του κ.β. διαφόρων γραμμώνΤΥΠΟΙ ΥΠΟΛΟΓΙΣΜΟΥa y0= l / 2b y = 2 / 40ac y = b ⋅ l /( a + )de0bB ⋅ l + 2aAy0=B + 2A2sin( θ / 2) ⋅ ry0=θrad3. ΚΟΠΤΙΚΟΣ ΔΑΚΤΥΛΙΟΣ (ΜΗΤΡΑ)ΔΙΑΜΟΡΦΩΣΗ ΚΟΠΤΙΚΩΝ ΑΚΜΩΝΤο άνοιγμα του κοπτικού δακτυλίου έχει περίγραμμα αντίστοιχο της διατομής του εμβόλου.Οι κοπτικές ακμές του διαμορφώνονται από το μέτωπο και την παράπλευρη επιφάνεια τουανοίγματος του δακτυλίου.Στο άνοιγμα του δακτυλίου προβλέπεται ελαφρά κωνικότητα προς τα κάτω για εύκοληαπομάκρυνση των τεμαχίων. Η κωνικότητα μπορεί να αρχίζει απευθείας από την ακμή (<strong>Σχ</strong>. 8(α)) ήμετά από ένα ορθό (πρισματικό) μέρος ύψους h (<strong>Σχ</strong>. 8(β)), αποδίδοντας γωνία ελευθερίας α.Ο δακτύλιος της μορφής του <strong>Σχ</strong>. 8(α) έχει το μειονέκτημα ότι χάνεται η ακρίβεια διαστάσεωνμετά από σειρά τροχισμάτων (μεταβολή της χάρης μεταξύ εμβόλου-μήτρας).5
<strong>Σχ</strong>ήμα 8: Διαμορφώσεις κοπτικού δακτυλίουΕνδεικτικές τιμές της γωνίας ελευθερίας α για διάφορα πάχη του κατεργαζόμενου ελάσματοςπαρέχονται στον Πίν. 2.Πίνακας 2: Τιμές της γωνίας αΠάχος ελάσματοςα ( ο )s (mm)≤1.5 0.501.6 – 2.5 0.752.6 – 8.0 1.00Ο δακτύλιος της μορφής του <strong>Σχ</strong>. 8(β) διατηρεί την ακρίβεια διαστάσεων μέχρι έναν αριθμόδιαδοχικών τροχισμάτων, εξασφαλίζοντας σταθερή τη χάρη μεταξύ εμβόλου-μήτρας, γι’ αυτό καιπροτιμάται σε εργασίες μαζικής παραγωγής.Ενδεικτικές τιμές του ύψους h του πρισματικού μέρους αυτών των δακτυλίων παρέχονται στονΠίν. 3Πίνακας 3: Τιμές του ύψους hΠάχος ελάσματοςh (mm)s (mm)
(β)(γ)(α)(ε)(στ)(δ)<strong>Σχ</strong>ήμα 9 (Συνεχίζεται)7(ζ)
(η)<strong>Σχ</strong>ήμα 9: Τρόποι στήριξης του κοπτικού δακτυλίουΠίνακας 4: Τύποι κοπτικών δακτυλίων και χρήση τους28
4. ΕΞΟΛΚΕΙΣΔιευκολύνουν την απομάκρυνση αποτμημάτων και χρήσιμων τεμαχίων από το εργαλείο.Σε ορισμένου τύπου εργαλεία με πλάκα οδήγησης του εμβόλου (βλ. παρακάτω), η ίδια η πλάκαπαίζει το ρόλο εξολκέα για την απομάκρυνση της ταινίας ελάσματος από το έμβολο, τα δεαποκοπτόμενα τεμάχια απομακρύνονται από το άνοιγμα του κοπτικού δακτυλίου κατά την κίνησητου εμβόλου.Σε άλλα όμως εργαλεία πρέπει να γίνει ειδική πρόβλεψη για τους εξολκείς. Διάφοροι τέτοιοιτύποι εξολκέα φαίνονται στον Πίν. 5.Στα <strong>Σχ</strong>. 10-15 παρουσιάζονται τα κατασκευαστικά χαρακτηριστικά βασικών τύπων εξολκέωνκαι επεξηγείται εν συντομία ο τρόπος λειτουργίας τους.Ο σταθερός εξολκέας είναι φθηνός και ευρείας χρήσεως, μειονεκτεί όμως λόγω τουυφιστάμενου κινδύνου ατυχημάτων. Χρησιμοποιείται κυρίως σε μικρού μεγέθους τεμάχια.<strong>Σχ</strong>ήμα 10: Σταθεροί εξολκείςOι εξολκείς με ελατήρια χρησιμοποιούνται για μεγαλύτερα τεμάχια. Κατά τη διάρκεια τηςκοπής, οι εξολκείς πιέζουν το έλασμα πάνω στον κοπτικό δακτύλιο και το ακινητοποιούν.Στην παρούσα περίπτωση υφίσταται ταυτόχρονη κοπή και διάτρηση. Τα αποκόμματα των 3εσωτερικών οπών απομακρύνονται από τα ανοίγματα με τα μικρά έμβολα, ενώ ο εξωτερικόςδακτύλιος και ο δίσκος χρειάζονται ιδιαίτερους εξολκείς με ελατήρια.<strong>Σχ</strong>ήμα 11: Εξολκέας με ελατήρια για ταυτόχρονη κοπή και διάτρηση9
Πίνακας 5: Τύποι εξολκέων και χρήση τους10
<strong>Σχ</strong>ήμα 17Στην πλάκα στήριξης προσαρμόζονται τα έμβολα, φροντίζοντας ο άξονας τους να είναιακριβώς κάθετος στα σχετικά ανοίγματα. Η πλάκα στήριξης των εμβόλων κατασκευάζεται απόημίσκληρο χάλυβα και το πάχος της κυμαίνεται μεταξύ 12-25 mm, ανάλογα με το μέγεθος τουεργαλείου.Η πλάκα πίεσης ή κεφαλής έχει ίδιες διαστάσεις με την πλάκα στήριξης των εμβόλων καιυποδέχεται τον πείρο πρόσδεσης του εργαλείου. Κατασκευάζεται συνήθως από ημίσκληρο χάλυβα(St 50-2). To πάχος της κυμαίνεται μεταξύ 18-28 mm, ενώ για μικρά εργαλεία μπορεί ναεφαρμοστεί μικρότερο πάχος (12 mm).Στα <strong>Σχ</strong>. 18-19 παρουσιάζονται διάφοροι τρόποι στήριξης των εμβόλων στις πλάκες (μεκεφαλωμένο άκρο, με κεφαλή κυλινδρική ή κωνική, με κοχλίες, με τεμάχιο συγκράτησης, μεέλασμα συγκράτησης, με ρητίνη χύτευσης και αυλάκι συγκράτησης, με σφαιρική συγκράτηση καιδακτύλιο υποδοχής, με κάλυκες υποδοχής, με υποστηρίγματα, κλπ.)Τα έμβολα πρέπει να συναρμόζουν με σφικτή συναρμογή στα αντίστοιχα ανοίγματα τηςπλάκας στήριξης και οπωσδήποτε να ασφαλίζονται με σφήνα έναντι περιστροφής και το όλοσυγκρότημα να λειαίνεται ώστε οι κεφαλές των εμβόλων να είναι ακριβώς στο επίπεδο της πλάκας.ΚΑΤΩ ΤΜΗΜΑ ΕΡΓΑΛΕΙΟΥΗ πλάκα βάσης του εργαλείου ανήκει στο κάτω τμήμα αυτού και είναι ο σύνδεσμος μεταξύ τουεργαλείου και της τράπεζας της πρέσσας. Κατασκευάζεται από χάλυβα, χυτοσίδηρο ή κράματααλουμινίου με πάχος 25-60 mm, το οποίο εξαρτάται από το μέγεθος του εργαλείου, δηλ.:• Για μικρά εργαλεία: Πάχος πλάκας βάσης = 18-23 mm.• Για μεγάλα εργαλεία: Πάχος πλάκας βάσης = 38-48 mm.Για την απρόσκοπτη απομάκρυνση των αποκομμάτων, προβλέπεται η οπή διαφυγής τηςπλάκας βάσης να είναι κατά 2mm περιμετρικά μεγαλύτερη από το αντίστοιχο άνοιγμα της πλάκαςκοπής.Στα μεγάλα κοπτικά εργαλεία προβλέπονται συνήθως ανοίγματα διαφυγής λοξά με γωνίακλίσης μεγαλύτερη από 45 ο .Για τη σύσφιξη του κάτω μέρους του εργαλείου πάνω στην τράπεζα εφαρμόζεται στην πλάκαβάσης: περιθώριο σύσφιξης ή εγκάρσιες οπές ή σχισμές.Όλες τις πλάκες, όπου χρειάζεται, συσφίγκονται με κοχλίες τύπου Allen.13
<strong>Σχ</strong>ήμα 18: Διάφοροι τρόποι στήριξης των εμβόλων14
<strong>Σχ</strong>ήμα 19: Ειδικοί τρόποι στερέωσης των εμβόλων στην πλάκα στερέωσηςΔΙΑΙΡΟΥΜΕΝΑ ΕΜΒΟΛΑ ΚΑΙ ΚΟΠΤΙΚΟΙ ΔΑΚΤΥΛΙΟΙΗ διαίρεση του εμβόλου ή/και του κοπτικού δακτυλίου μπορεί να υπαγορεύεται από πολλούςλόγους, π.χ.:• Μαζική παραγωγή.• Δυσκολία στην κατασκευή του περιγράμματος.• Δυσκολία κατασκευής μικρών ανοιγμάτων.• Εμφάνιση πολλών οξειών γωνιών στο περίγραμμα.• Αναντιστοιχία διαστάσεων και γεωμετρίας μετά τη βαφή.• Δυσκολία απόδοσης μικρής χάρης.• Ανισομερής φθορά του εργαλείου στα διάφορα τμήματα του, που πρέπει να αντικαθίστανταιεύκολα (απαίτηση αυξημένης διάρκειας ζωής του εργαλείου).Οι διαιρούμενες πλάκες κοπής είναι πιο ακριβές από τις απλές, αλλά κατασκευάζονταιευκολότερα και η συντήρησή τους είναι λιγότερο απαιτητική.Στο <strong>Σχ</strong>. 20 παρουσιάζονται μερικές μορφές διαιρούμενων εμβόλων και πλακών κοπής.15
a1, a2, a3, b1, b2: Διαιρούμενα έμβολα συγκρατούμενα σε αύλακες ή με δακτυλίους.c: Διαιρούμενα έμβολα συγκρατούμενα με πειράκιαe: Πλάκα κοπής μέσα στο άνοιγμα, ενώ η υπόλοιπη πλάκα από φθηνότερο υλικό.f1, f2: Διαιρούμενες πλάκες κοπής συγκρατούμενες με δακτυλίους.f3: Διαιρούμενη πλάκα κοπής συγκρατούμενη σε αύλακες.g: Οι επιμέρους πλάκες οδηγούνται πλευρικά από το τεμάχιο της βάσης και συγκρατούνται ωςσύνολο από τις πλάκες S P1 και S P2 που είναι βιδωμένες στην ίδια βάση.<strong>Σχ</strong>ήμα 20: Διαιρούμενα έμβολα και κοπτικοί δακτύλιοι16
6. ΤΑΞΙΝΟΜΗΣΗ ΤΩΝ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝΜε βάση τον τρόπο οδήγησης του εμβόλου προς τη μήτρα, προκειμένου να επιτευχθεί ηπροβλεπόμενη χάρη, τα εργαλεία απότμησης διακρίνονται σε:• Εργαλεία χωρίς οδήγηση (ελεύθερη κοπή).• Εργαλεία με πλάκα οδήγησης.• Εργαλεία με στήλες οδήγησης.• Εργαλεία με ομόκεντρη οδήγηση μήτρας και εμβόλου.ΕΡΓΑΛΕΙΟ ΑΠΟΤΜΗΣΗΣ ΧΩΡΙΣ ΟΔΗΓΗΣΗΠρόκειται για την πιο απλή και οικονομική περίπτωση κοπτικού εργαλείου.Χρησιμοποιείται για την παραγωγή μικρού αριθμού αντικειμένων, απλού σχήματος και σχετικάμικρών διαστάσεων.Το έμβολο κατέρχεται ελεύθερο, χωρίς καμιά οδήγηση. Συνεπώς, απαιτείται αφενός ακριβήςτοποθέτηση και πρόσδεση των δύο μερών του εργαλείου στην τράπεζα και στην κινητή κεφαλή τηςπρέσας και αφετέρου παλινδρόμηση της ωστικής κεφαλής χωρίς «τζόγο» (μικρή χάρη).Τα βασικά μέρη του εργαλείου είναι (<strong>Σχ</strong>. 21): Το έμβολο (A), ο κοπτικός δακτύλιος (μήτρα, B)και η πλάκα βάσης.Έμβολο και μήτρα κατασκευάζονται από απλό ανθρακούχο χάλυβα. Συνήθως, βάφεται μόνο ημήτρα, ενώ για κοπή ελασμάτων πάχους μέχρι 1 mm μπορεί η βαφή να αποφευχθεί τελείως.Η αποδιδόμενη ακρίβεια είναι μικρή, ενώ η εκτομή δεν είναι καθαρή.Για τη μείωση του κινδύνου ατυχήματος η μέγιστη διαδρομή εμβόλου δεν πρέπει να υπερβαίνειτα 8mm. Σε μεγαλύτερες διαδρομές παρεμβάλλεται σταθερός εξολκέας, του οποίου η απόστασητου κάτω μέρους από την πάνω πλευρά του δακτυλίου δεν πρέπει να υπερβαίνει τα 8 mm.<strong>Σχ</strong>ήμα 21: Κοπτικό εργαλείο χωρίς οδήγησηΕΡΓΑΛΕΙΟ ΑΠΟΤΜΗΣΗΣ ΜΕ ΠΛΑΚΑ ΟΔΗΓΗΣΗΣΗ πλάκα οδήγησης είναι ικανού πάχους και σταθερά προσαρμοσμένη πάνω στη μήτρα, ενώ τοέμβολο τη διαπερνά μόνιμα και συνιστά με αυτή συναρμογή ολίσθησης J7/h6 ή H7/j6 (<strong>Σχ</strong>. 22),επιτυγχάνοντας έτσι την οδήγηση του κατά την κίνηση του προς τη μήτρα.Η πλάκα οδήγησης έχει άνοιγμα μορφής όμοιας με της μήτρας, χωρίς όμως τη χάρη.Διάκενο μεταξύ μήτρας και πλάκας οδήγησης επιτρέπει την ελεύθερη διέλευση τουκατεργαζόμενου ελάσματος.Σκοπός της οδήγησης είναι η διατήρηση της χάρης μεταξύ εμβόλου-μήτρας και η αποφυγήπρόσκρουσης του εμβόλου πάνω στη μήτρα, ενώ στην περίπτωση εμβόλων μικρής διατομής καισχετικά μεγάλου μήκους η πλάκα οδήγησης συντελεί και στη μείωση του μήκους λυγισμού τους.17
Οι ελάχιστες απαιτήσεις από την οδήγηση είναι: εύκολη και φτηνή κατασκευή της, ακαμψία,ασφάλεια, διευκόλυνση της εργασίας, δυνατότητα τροχισμάτων, εύκολη αποσυναρμολόγηση καιεπανασυναρμολόγηση.Εργαλείο ανοικτού τύπουΕργαλείο κλειστού τύπου<strong>Σχ</strong>ήμα 22: Τύποι εργαλείων με πλάκα οδήγησηςΑ: Έμβολο, Β: Κοπτικός δακτύλιος,C: Πλάκα οδήγησης, D: Ενδιάμεση πλάκαΟ τύπος αυτός οδήγησης χρησιμοποιείται σε μικρά και μεσαίου μεγέθους εργαλεία και για πάχηελασμάτων μεγαλύτερα από 0.5 mm, εξασφαλίζει μεγαλύτερη ακρίβεια εργασίας και μεγαλύτερηδιάρκεια ζωής του εργαλείου.Η πλάκα οδήγησης παίζει και το ρόλο εξολκέα του ελάσματος, καθώς τούτο συσφίγγεται πάνωστο έμβολο μετά την κοπή.Βασικό μειονέκτημα της οδήγησης με πλάκα είναι η δυσκολία κατασκευής του ανοίγματος(κυρίως σε πολύπλοκες μορφές) και η επίτευξη ακρίβειας στα τοιχώματα του ανοίγματος (κυρίωςγια μήκη 20-30 mm).Στα τοιχώματα του ανοίγματος της πλάκας οδήγησης κατασκευάζονται αύλακες για τη λίπανσητου εμβόλου. Προφανώς, τα άκρα των αυλάκων δεν πρέπει να φθάνουν στο άκρο της πλάκας, γιανα εγκλωβίζεται το λιπαντικό.Η χρήση των εργαλείων με πλάκα οδήγησης περιορίζεται στις διαστάσεις 400 × 200 mm.Παραλλαγή αυτού του τύπου οδηγούμενου εμβόλου είναι το αυτοδηγούμενο έμβολο (<strong>Σχ</strong>. 23), μετα εξής χαρακτηριστικά:• Πάνω στο έμβολο υπάρχει προέκταση κατά τη διεύθυνση της κίνησης του που εισέρχεται σεκατάλληλη εγκοπή του κοπτικού δακτυλίου.• Το μήκος της προέκτασης πρέπει να είναι τέτοιο (σε σχέση με τη διαδρομή του εμβόλου), ώστεη προέκταση να μην εξέρχεται ποτέ από την εγκοπή (άμεση και συνεχής οδήγηση τουεμβόλου).18
<strong>Σχ</strong>ήμα 23: Αυτοοδηγούμενο έμβολοΣτο <strong>Σχ</strong>. 24 παρουσιάζονται διάφοροι τύποι ται αυτοδηγούμενων εμβόλων μονόπλευρης κοπής,ενώ στο <strong>Σχ</strong>. 25 εργαλείο-γωνιοκόπτης με αυτοδήγηση.<strong>Σχ</strong>ήμα 24: Αυτοδηγούμενα έμβολα μονόπλευρης κοπήςΤο έμβολο φορτίζεται μονόπλευρα. Ο οδηγός αναλαμβάνει την εξισορρόπηση των κοπτικώνφορτίων και η ροπή ανατροπής του εμβόλου ουσιαστικά μηδενίζεται.19
<strong>Σχ</strong>ήμα 25: Εργαλείο-γωνιοκόπτης με αυτοδήγησηΜετακίνηση των οδηγών παράλληλα προς τις κοπτικές ακμές (L 1 , L 2 ) εξασφαλίζουν διάφοραμεγέθη αποτμήσεων με το ίδιο εργαλείο, π.χ. (στο σχέδιο του ελάσματος) γωνίες 50×50, 80×15,κοκ.).ΕΡΓΑΛΕΙΟ ΑΠΟΤΜΗΣΗΣ ΜΕ ΣΤΗΛΕΣ ΟΔΗΓΗΣΗΣΑ: ΈμβολοΒ: Κοπτικός δακτύλιοςC: ΒάσηD: Στήλη οδήγησηςE: Δακτύλιος ολίσθησηςF: Ενδιάμεση πλάκαG: Πλάκα οδήγησης<strong>Σχ</strong>ήμα 26: Εργαλείο απότμησης με στήλες οδήγησης20
Στα εργαλεία αυτά η ακρίβεια της κίνησης του άνω τμήματος (συνήθως το έμβολο) ελέγχεταιαπό δύο ή περισσότερες στήλες οδήγησης (<strong>Σχ</strong>. 26), οι οποίες είναι πακτωμένες στο κάτω τμήμα τουεργαλείου.Αυτός ο τρόπος οδήγησης καλείται και έμμεσος τρόπος οδήγησης, από το γεγονός ότι δενοδηγείται άμεσα το έμβολο αλλά η πλάκα πίεσης.Οι στήλες οδήγησης είναι βαμμένες και λειασμένες και κατασκευασμένες από ανθρακούχοχάλυβα C10 ή C15.Συνήθως, τα εργαλεία αυτού του τύπου κατασκευάζονται με μία ακόμη πρόσθετη πλάκα (πουοδηγείται επίσης από τις ίδιες στήλες) στις ακόλουθες δύο παραλλαγές:ΠΡΩΤΗ ΠΑΡΑΛΛΑΓΗ: Η πλάκα στερεώνεται πάνω στη μήτρα, το έμβολο τη διαπερνά με μεγάληελευθερία, η ίδια δε χρησιμεύει ως οδηγός τροφοδοσίας του ελάσματος και ως εξολκέας αυτούμετά την κοπή, βλ. <strong>Σχ</strong>. 27.Α: Πλάκα πίεσηςΒ: ΒάσηΓ: Πλάκα συγκράτησης εμβόλουΔ: Στέλεχος πρόσδεσης άνω τμήματος (Πείρος)Ε: Πλάκα απόρριψης ελάσματοςΖ: Στήλη οδήγησηςΗ: ΕλασματοταινίαΘ: Μήτρα (Κοπτικός δακτύλιος)Κ: ΈμβολοΛ: Αύλακα αποκομμάτωνΜ: Επιφάνεια πρόσδεσης<strong>Σχ</strong>ήμα 27: Πρώτη παραλλαγή κοπτικού εργαλείου με στήλες οδήγησης21
ΔΕΥΤΕΡΗ ΠΑΡΑΛΛΑΓΗ: Η πλάκα συνδέεται με το πάνω τμήμα του εργαλείου μέσω πείρων καιελατηρίων, λειτουργώντας συγχρόνως ως συγκρατητής και ως εξολκέας του ελάσματος, βλ. <strong>Σχ</strong>. 28.<strong>Σχ</strong>ήμα 28: Δεύτερη παραλλαγή κοπτικού εργαλείου με στήλες οδήγησηςΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΤΟΥ ΕΡΓΑΛΕΙΟΥ• Αποδίδει δύσκολες μορφές τεμαχίου με ακρίβεια.• Έχει μεγάλη διάρκεια ζωής.• Εφόσον εξασφαλιστεί η επάνοδος του άνω τμήματος με κατάλληλη διάταξη ελατηρίων, μπορείνα χρησιμοποιηθεί και χωρίς το στέλεχος πρόσδεσης.• Λόγω της καλής οδήγησης, χρησιμοποιείται με αρθρωτό στέλεχος πρόσδεσης, που εξασφαλίζειταχεία αλλαγή εργαλείου.• Εξασφαλίζει καλή ορατότητα της επιφάνειας της μήτρας.• Καθιστά δυνατή την κοπή μη απόλυτα επίπεδων ελασμάτων ή ελασμάτων με ανομοιόμορφομέγεθος και σχήμα.• Επιτρέπει την χρησιμοποίηση των δύο κύριων (άνω και κάτω) πλακών για την τοποθέτησημητρών και εμβόλων διαφόρων σχημάτων, βλ. κατωτέρω.• Είναι φθηνό, λόγω τυποποίησης των δύο κύριων πλακών και των οδηγών τους.Συνήθως, τα εργαλεία με στήλες οδήγησης κατασκευάζονται σε ειδικά εργοστάσια μετυποποιημένες διαστάσεις των δύο (άνω και κάτω) πλακών και των οδηγών. Ανάλογα με τομέγεθος του εργαλείου μπορεί να υπάρχουν 2-4 στήλες πακτωμένες στην πλάκα βάσης (με ανοχήn6 ή r6), ενώ στην άνω πλάκα υπάρχουν οι αντίστοιχοι υποδοχείς (βαμμένοι και λειασμένοιδακτύλιοι), βλ. <strong>Σχ</strong>. 29. Με τον τρόπο αυτόν είναι δυνατόν να τοποθετηθούν στις συγκεκριμένες δύοκύριες (άνω και κάτω) πλάκες μήτρες και έμβολα διαφόρων σχημάτων, όπως φαίνεται στο βλ. <strong>Σχ</strong>30.22
<strong>Σχ</strong>ήμα 29: Διάφοροι τρόποι πάκτωσης των οδηγών στη βάση καισυνεργασίας τους με το κινητό μέρος<strong>Σχ</strong>ήμα 30Όταν υπάρχουν περισσότερα λεπτά έμβολα, ενδείκνυται η χρήση πρόσθετης πλάκας (βλ. <strong>Σχ</strong>.28) για την οδήγησή τους, η οποία οδηγείται από τις ίδιες στήλες. Η πλάκα αυτή μπορεί ναστερεώνεται στον κοπτικό δακτύλιο, οπότε λειτουργεί ταυτόχρονα ως οδηγός τροφοδοσίας και ωςεξολκέας ή μπορεί να συνδέεται με την άνω πλάκα μέσω πείρων και ελατηρίων, οπότε λειτουργείως συγκρατητής και εξολκέας.Όταν δεν υπάρχει κίνδυνος λυγισμού των εμβόλων, δεν απαιτείται πρόσθετη οδήγηση και οιπλάκες εξολκείς έχουν χάρη ως προς το έμβολο της τάξης των 5 mm.Όλα τα τέμνοντα εξαρτήματα πρέπει να ασφαλίζονται με πείρους στις αντίστοιχες πλάκες,προκειμένου να αποφεύγεται η μετατόπισή τους. Ένας γενικός κανόνας στην περίπτωση αυτή είναιο εξής (<strong>Σχ</strong>. 31):Η ευθεία που συνδέει τις στήλες πρέπει να έχει λοξή θέση ως προς τη διεύθυνσηκίνησης της κατεργαζόμενης ελασμάτινης ταινίας.23
<strong>Σχ</strong>ήμα 31Στη θέση των δακτυλίων ολίσθησης μπορεί να χρησιμοποιηθούν σφαιρίδια εντός κλωβών πουπεριβάλλουν τις στήλες, βλ. <strong>Σχ</strong>. 32. Η παραλλαγή αυτή εξασφαλίζει οδήγηση με μηδενική σχεδόνχάρη (άρα και μεγαλύτερη ακρίβεια) και ταυτόχρονα πολύ μεγάλη διάρκεια ζωής της οδήγησης. Ηδιαδρομή όμως του εμβόλου περιορίζεται από το ύψος της στήλης και τη διαδρομή του κλωβούτων σφαιριδίων (το έμβολο διανύει διπλάσιο δρόμο από τον κλωβό), βλ. <strong>Σχ</strong>. 33.<strong>Σχ</strong>ήμα 32: Οδήγηση με κλωβό σφαιριδίωνΕΡΓΑΛΕΙΟ ΑΠΟΤΜΗΣΗΣ ΜΕ ΟΜΟΚΕΝΤΡΟ ΟΔΗΓΗΣΗ ΜΗΤΡΑΣ ΚΑΙ ΕΜΒΟΛΟΥΗ αρχή της κατασκευαστικής διαμόρφωσης αυτού του τύπου εργαλείου παρουσιάζεται στο <strong>Σχ</strong>.34.Η ιδέα βασίζεται στο γεγονός ότι η μήτρα και ο οδηγός εμβόλου έχουν εξασφαλισμένο κοινόάξονα εργασίας.Κατασκευάζονται για συμμετρικές ή ασύμμετρες μορφές καθώς επίσης και για απλές ήπολλαπλές σύνθετες αποτμήσεις.Παράδειγμα τέτοιου πλήρους εργαλείου παρουσιάζεται στο <strong>Σχ</strong>. 35.24
<strong>Σχ</strong>ήμα 33: Πλήρες εργαλείο με οδήγηση μέσω κλωβών σφαιριδίων<strong>Σχ</strong>ήμα 34: Αρχή λειτουργίας του εργαλείου ομόκεντρης οδήγησης25
<strong>Σχ</strong>ήμα 35: Πλήρες εργαλείο απότμησης με ομόκεντρο οδήγηση μήτρας και εμβόλου.26
7. ΣΥΣΤΗΜΑΤΑ ΤΡΟΦΟΔΟΤΗΣΗΣ ΚΑΙ ΠΡΟΩΣΗΣ ΤΟΥ ΥΛΙΚΟΥ (ΟΔΗΓΗΣΗ ΤΟΥ ΥΛΙΚΟΥ)ΓΕΝΙΚΑΤροφοδότηση είναι η συνεχής παροχή ελασματοταινίας ταινίας τυλιγμένης σε ρολό (coil) ήφύλλων ελάσματος προς την πρέσα.Υπάρχουν χωριστά συστήματα μηχανικής τροφοδότησης για ταινίες και φύλλα αντίστοιχα, ενώη αυτόματη τροφοδότηση με φύλλα εφαρμόζεται μόνο σε περιπτώσεις πολύ μεγάλης παραγωγής.Αντίθετα, η τροφοδότηση ταινίας σε ρολό γίνεται από αυτοματοποιημένο σύστημα, βλ. <strong>Σχ</strong>. 36.<strong>Σχ</strong>ήμα 36: Σύστημα τροφοδότησης πρέσας με ταινία σε ρολό.Πρόωση: Εξασφαλίζει το ακριβές βήμα μετατόπισης του υλικού μέσα στο εργαλείο,αποδίδοντας ακρίβεια τεμαχίου (π.χ. στα προοδευτικά εργαλεία) και οικονομία υλικού.Τα χρησιμοποιούμενα συστήματα πρόωσης διακρίνονται σε χειροκίνητα και αυτόματα.Στο <strong>Σχ</strong>. 37 παρουσιάζεται τυπική διάταξη μηχανικής πρόωσης με κυλίνδρους (ράουλα) σεμηχανική πρέσα εκκέντρου.<strong>Σχ</strong>ήμα 37: Διάταξη μηχανικής πρόωσηςΤα σύγχρονα συστήματα αυτόματης πρόωσης του υλικού σε πρέσα διαθέτουν μεγάλη ακρίβειαβηματισμού και αποτελούν συνδυασμούς μηχανικών, πνευματικών, υδραυλικών και ηλεκτρικώνδιατάξεων κατά περίπτωση, κατασκευάζονται δε και διατίθενται από ειδικευμένα εργοστάσια.27
ΟΔΗΓΗΣΗ ΤΟΥ ΥΛΙΚΟΥΤα ελάσματα, ως πρώτη ύλη για την πρέσα, τροφοδοτούνται ή ως τεμάχια με ήδηδιαμορφωμένο περίγραμμα ή ως ταινίες μικρού ή μεγάλου μήκους.Στην πρώτη περίπτωση, η θέση τους μέσα στο εργαλείο πρέπει να είναι αυστηρά καθορισμένηγια να ακολουθήσει η επόμενη κατεργασία.Για το σκοπό αυτό χρησιμοποιούνται ειδικές διατάξεις που ονομάζονται “φωλιές”, από τηνακρίβεια κατασκευής των οποίων εξαρτάται η ακρίβεια κατεργασίας στην επόμενη φάση.Χαρακτηριστικά παραδείγματα τέτοιων διατάξεων παρουσιάζονται στο <strong>Σχ</strong>. 38.(α) (β) (γ)(δ) (ε) (στ)(ζ) (η) (θ)<strong>Σχ</strong>ήμα 38: Κατασκευαστικές διαμορφώσεις “φωλιών”Από το <strong>Σχ</strong>. 38 γίνεται σαφές ότι η “φωλιά” είναι ανοικτή από τη μία πλευρά της για να είναιδυνατή η τοποθέτηση και η απομάκρυνση του αντικειμένου, τα δε τοιχώματά της διευρύνονταιπρος τα πάνω (<strong>Σχ</strong>. 3(α)) πάλι προς διευκόλυνση της εξαγωγής του τεμαχίου.Όταν το υλικό εισάγεται υπό μορφή ταινίας, τότε αντί “φωλιάς” απαιτούνται δύο πλευρικοίοδηγοί που οδηγούν την ταινία σε όλο το μήκος του καλουπιού, βλ. <strong>Σχ</strong>. 39.<strong>Σχ</strong>ήμα 4: Οδήγηση με πλευρικούς οδηγούςΟι οδηγοί έχουν στόχο να εξασφαλίσουν την αναγκαία απόσταση μεταξύ της πλάκας-οδηγούκαι του κοπτικού δακτυλίου, καθώς επίσης και τη στήριξη και τη διεύθυνση κίνησης στην ταινία.Επιπλέον, πρέπει να έχουν το ίδιο πάχος και να είναι απόλυτα επίπεδοι, ώστε να αποφεύγεταισφήνωση του εμβόλου στην πλάκα οδήγησης.28
Για την απρόσκοπτη οδήγηση της ταινίας και προς διευκόλυνση του κεντραρίσματός της, οιπλευρικοί οδηγοί κατασκευάζονται με μία διαφορά πλάτους της τάξης του 0.1 mm, με αποτέλεσμαη μεταξύ τους απόσταση να αυξάνει από την είσοδο της ταινίας προς την έξοδο.Μία άλλη διεύρυνση του πλάτους εφαρμόζεται και προς τα πάνω (καθ’ ύψος), σχηματίζονταςγωνία της τάξης των 3 ο , βλ. <strong>Σχ</strong>. 40.(α)(β)<strong>Σχ</strong>ήμα 40Το κατακόρυφο τμήμα h f εξαρτάται από το πάχος του ελάσματος s, όπως φαίνεται στον Πίν. 6,ενώ το μήκος είναι ίσο προς τα 75% του πλάτους του ελάσματος.l stΠίνακας 6: Τιμές του h f συναρτήσει του πάχους του ελάσματοςs (mm) 0.5 0.5-1 1-2 2-3 3-5h f (mm) 1 2 3 4 5Ένα άλλο σημαντικό κατασκευαστικό μέγεθος των οδηγών είναι το καθ’ ύψος άνοιγμα h, βλ.<strong>Σχ</strong>. 41. Το άνοιγμα αυτό δεν πρέπει να είναι ούτε πολύ μικρό (δυσκολία απομάκρυνσης ξένωνσωμάτων όταν σημειωθεί σφήνωση του υλικού στο χώρο των οδηγών), αλλά ούτε πολύ μεγάλο(κίνδυνος θραύσης εμβόλων μικρής διαμέτρου λόγω καταπόνησης σε κάμψη κατά την άνοδο τους,βλ. <strong>Σχ</strong>. 42.29
<strong>Σχ</strong>ήμα 41: Η σημασία του καθ’ ύψος ανοίγματος h των οδηγών<strong>Σχ</strong>ήμα 42Διακρίνουμε τις ακόλουθες περιπτώσεις για το h:• Όταν χρησιμοποιείται και πλαγιοκόπτης: h ≅ 1.5× s.• Όταν χρησιμοποιούνται πειράκια για αναστολή της πρόωσης, επειδή το ελάχιστο ύψος τουςείναι περίπου 4 mm πάνω από τον δακτύλιο, πρέπει να είναι: h ≅ 4+ 1.5× s.• Όταν το υλικό είναι πολύ μικρού πάχους ή σκληρό χαρτί, το h πρέπει να είναι όσο γίνεταιμικρότερο (κίνδυνος κύρτωσης του υλικού, κακή ακρίβεια απότμησης) και παράλληλαχρησιμοποιούνται συγκρατητές του υλικού στερεωμένοι με ελατήρια στο κινητό μέρος τουεργαλείου (<strong>Σχ</strong>. 42).ΕΙΔΗ ΟΔΗΓΩΝ1. Σταθεροί οδηγοίΌταν η ανοχή πλάτους της ταινίας δεν επηρεάζει τις διαστάσεις του προϊόντος,χρησιμοποιούνται δύο σταθεροί οδηγοί στερεωμένοι στον κοπτικό δακτύλιο, εκ των οποίων ο έναςτουλάχιστον προεκτείνεται από την πλευρά εισόδου της ταινίας στο εργαλείο και πάνω τουστερεώνεται το στήριγμα της ταινίας, βλ. <strong>Σχ</strong>. 43.<strong>Σχ</strong>ήμα 43: Σταθεροί οδηγοί30
2. Οδηγοί με ελατήριαΧρησιμοποιούνται σε προοδευτικά εργαλεία.Το ελατήριο πιέζει την ταινία στον σταθερό οδηγό και παρά την ύπαρξη ανοχών στο πλάτος τηςυφίσταται ακρίβεια θέσης.Επειδή, λόγω χειρισμού, το έλασμα ωθείται προς το μέρος του χειριστή, ο οδηγός με ταελατήρια τοποθετείται στην άλλη πλευρά του εργαλείου, βλ. <strong>Σχ</strong>. 40 και 43.3. Κεντράρισμα ταινίας με ελατήριαΑυτός ο τύπος οδήγησης εφαρμόζεται όταν πρόκειται να επιβληθεί κατεργασία στο μέσο τουπλάτους της ταινίας.Το υλικό οδηγείται με τη βοήθεια δύο πείρων με λοξές επιφάνειες που τελούν υπό τη συνεχήπίεση ελατηρίων, βλ. <strong>Σχ</strong>. 44.Επειδή η ακρίβεια της κατεργασίας εξαρτάται από τα γρέζια που υπάρχουν στις ακμές τηςταινίας, φροντίζουμε κατά την εισαγωγή της ταινίας τα γρέζια να βρίσκονται στο αντίθετο μέροςαπό τους οδηγούς.<strong>Σχ</strong>ήμα 44: Κεντράρισμα με ελατήριαΚΑΘΟΡΙΣΜΟΣ ΒΗΜΑΤΟΣ ΠΡΟΩΣΗΣΑνάλογα με την επιδιωκόμενη ακρίβεια κατεργασίας χρησιμοποιούνται διάφορες διατάξειςκαθορισμού του βήματος προώθησης του υλικού μέσα στο εργαλείο. Κατά τη χειροκίνητη πρόωσηακολουθούνται συνήθως οι ακόλουθοι τρόποι:• Με απλό πείρο ή γωνία• Με πλαγιοκόπτη• Με οδηγό πείρο (πιλότο).ΒΗΜΑΤΙΣΜΟΣ ΠΡΟΩΣΗΣ ΜΕ ΠΕΙΡΟ Η ΓΩΝΙΑΕφαρμόζεται όταν γίνεται απότμηση ολόκληρου του αντικειμένου, βλ. <strong>Σχ</strong>. 45 και 46.31
Το υλικό ωθείται έως ότου προσκρούσει πάνω σε πείρο ή σε γωνία στερεωμένα πάνω στηνπλάκα της μήτρας. Ο πείρος αναστολέας χρησιμοποιείται σε λεπτά ελάσματα, ενώ η γωνία σεπαχύτερα ελάσματα (διαθέτει μεγαλύτερη αντοχή έναντι του πείρου).Όταν πρόκειται να γίνει τρόχισμα του κοπτικού δακτυλίου, ο πείρος ή η γωνία πρέπει νααπομακρύνονται.<strong>Σχ</strong>ήμα 45: Η χρήση πείρου-αναστολέα<strong>Σχ</strong>ήμα 46: Η χρήση γωνίας-αναστολέαΔιάφορες παραλλαγές και βελτιώσεις της ιδέας αυτής παρουσιάζονται στα <strong>Σχ</strong>. 47-49.<strong>Σχ</strong>ήμα 4732
<strong>Σχ</strong>ήμα 48<strong>Σχ</strong>ήμα 4933
ΒΗΜΑΤΙΣΜΟΣ ΠΡΟΩΣΗΣ ΜΕ ΠΛΑΓΙΟΚΟΠΤΕΣΤοποθετούνται σε “προοδευτικά εργαλεία απότμησης” (βλ. λεπτομέρειες κατωτέρω) και έχουνσκοπό την εξασφάλιση ακριβούς και σταθερού πλάτους ταινίας για τη σωστή και ευθύγραμμηοδήγηση αυτής μέσα στο εργαλείο.Να σημειωθεί ότι οι ταινίες που χρησιμοποιούνται στα προοδευτικά εργαλεία απότμησηςςπροέρχονται από απευθείας θερμή έλαση ή από ψαλιδισμό φύλλων ελάσματος ή από πολλαπλήκοπή μέσω κυκλικών δίσκων κοπής σε ειδικές εγκαταστάσεις ή από coils.Κατά περίπτωση, χρησιμοποιούνται 1 ή 2 πλαγιοκόπτες.Σε κάθε κάθοδο της πρέσσας, κάθε πλαγιοκόπτης αφαιρεί στην αντίστοιχη πλευρά της ταινίαςστενή λωρίδα πλάτους 1s÷2s (όπου s το πάχος της ελασματοταινίας), δημιουργώντας μία μετωπικήεπιφάνεια.Κατά την άνοδο της ωστικής κεφαλής, η ταινία προωθείται, αλλά η μετωπική επιφάνειαπροσκρούει σε κατάλληλο αναστολέα, οπότε σταματά περαιτέρω προώθησή της, η δε διαδρομή τηςείναι ίση με το βήμα προώθησης της ταινίας.Στην επόμενη κάθοδο, ο πλαγιοκόπτης αφαιρεί νέα λωρίδα, η προηγούμενη μετωπικήεπιφάνεια αποκόπτεται και παράγεται νέα κοκ.Είναι προφανές ότι η πλάκα οδήγησης ταινίας και εμβόλου έχει αντίστοιχα δύο πλάτη διόδουτης ταινίας, αντίστοιχα του πλάτους της ταινίας πριν και μετά την πλαγιοκοπή, ενώ συνήθωςχρησιμοποιείται αναστολέας (προκρουστήρας) για την ακριβή μετατόπιση και τήρηση του βήματοςμεταφοράς της ταινίας, βλ. <strong>Σχ</strong>. 50.(α)(β)<strong>Σχ</strong>ήμα 50: Λειτουργία πλαγιοκόπτη: (α) Αρχή λειτουργίας, (β) Προοπτικό σχέδιο34
Συνήθως ο δεύτερος πλαγιοκόπτης χρησιμοποιείται όταν δεν είναι δυνατή η οδήγηση τουτελευταίου μέρους της ταινίας, οπότε καθίσταται αδύνατη η περαιτέρω εργασία. Ο πλαγιοκόπτηςαυτός τοποθετείται διαγώνια ως προς τον πρώτο και προς την έξοδο του εργαλείου,αναλαμβάνοντας τον καθορισμό των τελευταίων βηματισμών. Παραδείγματα ελέγχου τουβηματισμού πρόωσης με 1 ή δύο πλαγιοκόπτες παρουσιάζονται στο <strong>Σχ</strong> 51.(α)(β)<strong>Σχ</strong>ήμα 51: Έλεγχος βηματισμού της πρόωσης(α) Με 1 πλαγιοκόπτη(β) Με 2 πλαγιοκόπτεςΗ απώλεια υλικού με τη χρήση πλαγιοκόπτη είναι μεγαλύτερη.Όταν η θέση του πλαγιοκόπτη πλησιάζει προς το μέρος της εισόδου ή της εξόδου της ταινίαςστο εργαλείο, επηρεάζεται η απώλεια υλικού στο τέλος ή την αρχή του ολικού μήκους της ταινίας.Τούτο αντισταθμίζεται από την ακρίβεια της εργασίας.Παραδείγματα χρήσης και δυνατών θέσεων πλαγιοκοπτών παρουσιάζονται στα <strong>Σχ</strong>. 52 και 53,αντίστοιχα.Για λεπτά ελάσματα, πάχους s < 0.3 mm, η ακριβής πρόωση επιτυγχάνεται μόνο με πλαγιοκόπτη,ενώ μπορεί να χρησιμοποιηθεί πλαγιοκόπτης για ελάσματα μέχρι πάχους 4 mm.35
<strong>Σχ</strong>ήμα 52: Παραδείγματα χρήσης πλαγιοκόπτη<strong>Σχ</strong>ήμα 53: Δυνατές θέσεις πλαγιοκόπτηΜερικές φορές ο πλαγιοκόπτης χρησιμοποιείται και για την πρόσδοση σχήματος στοαποτεμνόμενο τεμάχιο. Στην περίπτωση αυτή, ο πλαγιοκόπτης πρέπει να λαμβάνει κατάλληλημορφή, εφόσον του επιτρέπεται από τη μορφή του τεμαχίου, βλ. <strong>Σχ</strong>. 54.<strong>Σχ</strong>ήμα 54: Πλαγιοκόπτης μορφής1: Πλαγιοκόπτης μορφής2: Αναστολέας3: Έμβολο μορφής36
ΤΥΠΟΠΟΙΗΣΗΕΠΙΠΕΔΟΣΜΕ ΕΣΟΧΗΜΕ ΕΣΟΧΗ ΤΥΠΟΥΧΕΛΙΔΟΝΟΟΥΡΑΣa b fa b f
Οι πλαγιοκόπτες και οι αναστολείς τους είναι τυποποιημένοι σύμφωνα με το πρότυπο DIN9862. Διάφοροι τύποι πλαγιοκοπτών και αναστολέων, καθώς και χαρακτηριστικές τυποποιήσειςτους παρουσιάζονται στα <strong>Σχ</strong>. 55-57. Όταν χρησιμοποιούνται πλαγιοκόπτες με εσοχή δενπαρατηρείται ο σχηματισμός “γρεζιών” σε θέσεις γειτονικών αποτμήσεων.a 1 a 2 a 3 c 1 c 2 c 3 z14 12 10 8 10 1616 16 12 10 11 20 6 ή 820 20 14 12 12 2525 25 16 14 14 28<strong>Σχ</strong>ήμα 56: Τύποι αναστολέωνa 1 a 2 a 3 e f g b14 12 10 4 8 4 616 16 12 4 8 5 820 20 14 5 9 6 1025 25 16 6.5 11 7 12<strong>Σχ</strong>ήμα 57: Συνδυασμός αναστολέων και πλαγιοκοπτών38
ΒΗΜΑΤΙΣΜΟΣ ΠΡΟΩΣΗΣ ΜΕ ΠΕΙΡΟΥΣ-ΠΙΛΟΤΟΥΣΟι πείροι-πιλότοι χρησιμοποιούνται κυρίως στα προοδευτικά εργαλεία απότμησης και στιςπεριπτώσεις που η ακρίβεια κατεργασίας δεν επιτυγχάνεται αποτελεσματικά με τους πλαγιοκόπτεςμόνο.Στόχος τους είναι αφενός η ακριβής και ομοαξονική τοποθέτηση της ελασματοταινίας κατά τοβηματισμό της από τη μία φάση στην άλλη και αφετέρου ο σωστός βηματισμός.Στο <strong>Σχ</strong>. 58 παρουσιάζεται η λειτουργία ενός πείρου-πιλότου σε δύο διαφορετικές περιπτώσεις.Ο πείρος μπορεί να τοποθετηθεί μέσα στο έμβολο ή αυτόνομα και στηρίζεται στην πλάκα στήριξηςτων εμβόλων. Η αποστολή του είναι η αναζήτηση προϋπάρχουσας οπής (σε κατάλληλη θέση) και ηδιείσδυσή του μέσα σ’ αυτή. Αποτέλεσμα της λειτουργίας αυτής είναι να έρχεται η ελασματοταινίασε αυστηρά προκαθορισμένη θέση και να επιτυγχάνεται με ακρίβεια η απότμηση.<strong>Σχ</strong>ήμα 58: Τμήμα κοπτικού εργαλείου με πείρο-πιλότοΟι οπές, στις οποίες φωλιάζουν οι πείροι-πιλότοι, είτε προβλέπονται στη μορφή τουαντικειμένου που παράγεται είτε δημιουργούνται έξω από το περίγραμμα του αντικειμένου στουπόλοιπο έλασμα έτσι, ώστε η απόσταση οπής-πείρου να είναι ακριβώς ίση με το βήμα τηςπρόωσης.Οι πείροι-πιλότοι χρησιμοποιούνται σε χαλυβοελάσματα με πάχος s ≥ 0.5mm και σε ελάσματααπό μαλακό υλικό με πάχος s ≥ 1.25mm (σε μικρότερα πάχη παρατηρείται μονόπλευρη διεύρυνσητης οπής από τον πείρο κατά τον καθορισμό της θέσης).Στο <strong>Σχ</strong>. 59 παρουσιάζονται κατασκευαστικές λεπτομέρειες του ελεύθερου άκρου και τηςστήριξης πείρων–πιλότων.39<strong>Σχ</strong>ήμα 59:a÷d: Στερέωση πείρουb…κακή στερέωση(ανεπαρκές κεφάλωμαστη θέση G)X=1.3sΣειρά εργασιώνΙ: ΔιάτρησηΙΙ: Κεντράρισμα στο SIII: ΑπότμησηΑ n1 , A n2 : Αναστολείςκατά την πρώτη εισαγωγήτης ταινίας.Ε: Αναστολέας κατάτην κανονική λειτουργία
Αν παράλληλα με την εφαρμογή πείρων-πιλότων χρησιμοποιούνται και πλαγιοκόπτες ή πείροιαναστολής, πρέπει στην τοποθέτηση τους να προβλέπεται χάρη της τάξης του 0.1 mm, για να είναιεφικτό το κεντράρισμα του ελάσματος από τον πείρο (δηλ. οι πλαγιοκόπτες κατασκευάζονταιμεγαλύτεροι κατά την προβλεπόμενη χάρη).Μερικές φορές, στα προοδευτικά εργαλεία κυρίως, εκτός από τον κύριο αναστολέαχρησιμοποιείται και άλλος χειροκίνητος βοηθητικός αναστολέας της πρόωσης, ο οποίος χειρίζεταιτην πρώτη είσοδο της ελασματοταινίας στο καλούπι και την αποκοπή του πρώτου τεμαχίου που δενέχει υποστεί όλες τις ενδιάμεσες κατεργασίες του τελικού τεμαχίου.Γι’ αυτό το λόγο, ο βοηθητικός αναστολέας τοποθετείται πιο μπροστά από τον κανονικόαναστολέα, σε κατάλληλη θέση, βλ. <strong>Σχ</strong>. 60, και αναγκάζει την ταινία να χτυπήσει πάνω του και νασταματήσει την περαιτέρω πρόωση της. Στη θέση αυτή γίνεται το πρώτο κατέβασμα της ωστικήςκεφαλής και η διάτρηση από το πρώτο εργαλείο. Στη συνέχεια, απομακρύνεται ο βοηθητικόςαναστολέας με τη βοήθεια ελατηρίου, προχωρεί η ταινία και αναλαμβάνει εργασία ο κανονικόςαναστολέας.Περιγραφή κάτω τμήματος εργαλείουΑ: Βοηθητικός αναστολέαςΒ: ΠλαγιοκόπτηςC: Κύριος αναστολέαςD: ΚάλυμμαE: Ελατήρια-οδηγοί της ταινίαςF: Οδηγός του εμβόλουG: Πλάκα κοπήςH: Βοηθητικοί κοπτήρες αποβλίττου Περιγραφή λειτουργίας αναστολέων<strong>Σχ</strong>ήμα 60: Λειτουργία βοηθητικού αναστολέα40
8. ΠΡΟΟΔΕΥΤΙΚΑ <strong>ΚΟΠΤΙΚΑ</strong> <strong>ΕΡΓΑΛΕΙΑ</strong>Με τον όρο “προοδευτικό εργαλείο απότμησης” εννοούμε το κοπτικό εργαλείο στο οποίο σεκάθε κάθοδο της κινητής κεφαλής της πρέσας εκτελούνται περισσότερες της μιας απλέςαποτμήσεις σε διάφορες θέσεις πάνω στην ελασματοταινία. Με τον τρόπο αυτό, καθώς η ταινίαδιέρχεται μέσω του εργαλείου, αποδίδεται σε κάθε διαδρομή στην έξοδο του εργαλείου έτοιμοτεμάχιο που έχει υποστεί όλες τις προβλεπόμενες φάσεις απότμησης.Τα προοδευτικά εργαλεία έχουν μεγάλη απόδοση και συνεισφέρουν σε σημαντική μείωση τουκόστους παραγωγής.Η χρησιμοποίηση προοδευτικών εργαλείων απαιτεί:• Επάρκεια δύναμης και έργου της πρέσας.• Εξασφάλιση ασφαλούς πρόσδεσης των μερών του εργαλείου στην τράπεζα και στην κινητήκεφαλή της πρέσσας, αντίστοιχα.• Λόγω του υψηλού κόστους κατασκευής των προοδευτικών εργαλείων, η υψηλή τους απόδοσηπροϋποθέτει την ύπαρξη μαζικής παραγωγής.Στο <strong>Σχ</strong>. 61 παρουσιάζεται το κατασκευαστικό σχέδιο τυπικού προοδευτικού εργαλείουαπότμησης, από το οποίο είναι εύκολο να εξαχθεί και ο τρόπος λειτουργίας του.1: Πλάκα πίεσης2: Ενδιάμεση πλάκα3: Πλάκα στήριξης εμβόλων4: Προστατευτικό κάλυμμα5: Έμβολο6: Οδηγός εμβόλου7: Οδηγός ταινίας8: Πείρος αναστολέα9: Πλάκα κοπής10: Πείρος-πιλότος11: Έμβολο-ζουμπάς12: Πείρος εργαλείου13: Βοηθητικός αναστολέας<strong>Σχ</strong>ήμα 61: Προοδευτικό κοπτικόεργαλείο με πείρο-πιλότο41
ΠΕΡΙΓΡΑΦΗΤο κινητό μέρος του εργαλείου περιλαμβάνει τρία έμβολα, εκ των οποίων τα δύο εκτελούνδιάτρηση και το τρίτο απότμηση (κόβει το περίγραμμα του τεμαχίου).Το έμβολο απότμησης έχει δύο πείρους-πιλότους που εξασφαλίζουν το σωστό κεντράρισμα.Κατά την κάθοδο, οι πείροι-πιλότοι εισέρχονται σε αντίστοιχες οπές (που ήδη έχουν ανοιχθεί σεπροηγούμενη φάση), εξασφαλίζοντας έτσι τη σωστή θέση του περιγράμματος που θα κοπεί ως προςτις οπές αυτές.ΛΕΙΤΟΥΡΓΙΑΚατά την εισαγωγή της ελασματοταινίας στο εργαλείο ενεργοποιείται χειροκίνητα οβοηθητικός αναστολέας (13), ώστε να παρεμποδιστεί περαιτέρω προώθηση της.Στη θέση αυτή, κατέρχεται η κινητή κεφαλή και επιτελείται η πρώτη διάτρηση (2 οπές).Στη συνέχεια, η κινητή κεφαλή απομακρύνεται, απελευθερώνεται ο βοηθητικός αναστολέας(υποχωρεί πιεζόμενος από ελατήριο) και προωθείται η ταινία μέχρις ότου φθάσει στον πείροαναστολέα(8).Στη νέα θέση της ταινίας, δίνεται εντολή για δεύτερη κάθοδο της κινητής κεφαλής. Στη φάσηαυτή αποτέμνεται το περίγραμμα του τεμαχίου και συγχρόνως ανοίγονται νέες οπές από τα έμβολαδιάτρησης (11). Και ακολουθεί ο ίδιος κύκλος για την παραγωγή νέων τεμαχίων.ΣΧΕΔΙΑΣΜΟΣ ΠΡΟΟΔΕΥΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ(α) Από πλευράς ελάσματοςΤο έλασμα δεν πρέπει να είναι ούτε πολύ λεπτό (κίνδυνος παραμόρφωσης από το μηχανισμόμεταφοράς της ταινίας), ούτε πολύ παχύ (δυσκολία ευθυγράμμισης στους ρόλλους).Πρέπει να τηρούνται οι αποστάσεις μεταξύ διαδοχικών αποτμήσεων και από τα άκρα τηςταινίας και να προβλέπεται βέλτιστη εκμετάλλευση του υλικού (περιορισμός αποβλίττων).(β) Από πλευράς εργαλείου και κατεργασιώνΟι εργασίες των επιμέρους φάσεων πρέπει να είναι κατά το δυνατόν απλές. Επιπλέον, πρέπει ναγίνεται προσεκτική μελέτη της σειράς και των λεπτομερειών κάθε φάσης, με γνώμονα τη σωστήεκμετάλλευση υλικού και εργαλείου.Στην πρώτη φάση, επιτελούνται διατρήσεις και εκτομές που θα εξασφαλίζουν τις διαστάσειςκαι το βηματισμό της ελασματοταινίας μέσα στο εργαλείο. Διατρήσεις σε μικρές αποστάσειςμεταξύ τους ή κοντά στα άκρα του κοπτικού δακτυλίου (μήτρας) αντιμετωπίζονται συνήθως μεπερισσότερες φάσεις διάτρησης.Στις επόμενες φάσεις εξασφαλίζεται η μορφή του αντικειμένου και, λόγω ακριβώς τωνεπιμέρους διαμορφώσεων, πρέπει να δίνεται ιδιαίτερη προσοχή στην απρόσκοπτη προώθηση τηςταινίας. Περίγραμμα αντικειμένου αποτελούμενο από γραμμές απλής μορφής αντιμετωπίζεται μεπρόβλεψη περισσότερων φάσεων διαμόρφωσης, χρησιμοποιώντας τυποποιημένα έμβολα(σημαντική μείωση του κόστους κατασκευής).Αν το τεμάχιο πρέπει να αποκοπεί πριν από την τελευταία φάση, κρίνεται απαραίτητη ηπρόβλεψη μεταφοράς του στη θέση της τελικής φάσης.Μπορεί να γίνεται πρόβλεψη “κενών” φάσεων (δεν επιτελείται κατεργασία), προκειμένου ναενισχυθούν τα εργαλεία (ισχυρότερα).Πρέπει να εξασφαλίζεται απρόσκοπτη απομάκρυνση έτοιμων τεμαχίων και αποβλίττων από τηθέση εργασίας.Παραδείγματα σχεδιασμού φάσεων και προοδευτικών εργαλείων για την παραγωγή διαφόρωναντικειμένων παρουσιάζονται στα <strong>Σχ</strong>. 62-67.42
<strong>Σχ</strong>ήμα 62<strong>Σχ</strong>ήμα 63: Παραγωγή κρίκων αλυσίδας ποδηλάτου<strong>Σχ</strong>ήμα 64: Παραγωγή ελασμ. βάσης43
<strong>Σχ</strong>ήμα 65: Φάσεις παραγωγής ελάσματος για στάτη μικρού Η/Κ<strong>Σχ</strong>ήμα 66: Διαδοχικές φάσεις παραγωγής τετραγωνικού δίσκου με 4 γλωττίδεςσε κάθετες διευθύνσεις.44
(α)(β)<strong>Σχ</strong>ήμα 67: Παραγωγή στροφείου Η/Κ. (α) Εργαλείο, (β) Φάσεις παραγωγής45
9. <strong>ΕΡΓΑΛΕΙΑ</strong> ΓΙΑ ΜΙΚΡΕΣ ΟΠΕΣΤα εργαλεία αυτά χρησιμοποιούνται για τη διάνοιξη οπών πολύ μικρής διαμέτρου (2-4 mm).Στο <strong>Σχ</strong>. 68 παρουσιάζονται τα γενικά χαρακτηριστικά ενός τέτοιου εργαλείου.1: Έμβολο-βελόνα2: Πλάκα στήριξης εμβόλων3: Άνω μέρος οδηγού4: Κάτω μέρος οδηγού5: Οδηγός πλάκας6: Πλάκα πιέσεως7: Κοπτικός δακτύλιος8: Αντικείμενο<strong>Σχ</strong>ήμα 68: Γενική ιδέα εργαλείου για μικρές οπέςΤο έμβολο-βελόνα κατά το μέγιστο μέρος του ευρίσκεται συνεχώς μέσα σε έναν οδηγό. Έξωαπό τον οδηγό υφίσταται ένα μικρό μήκος του που εκτελεί τη διάτρηση του ελάσματος. Με τοντρόπο αυτόν εξαλείφεται τελείως ο κίνδυνος λυγισμού του εμβόλου (ελεύθερο μήκος πολύ μικρό).Ο οδηγός του εμβόλου οδηγείται επίσης από πλάκα-οδηγό και αποτελείται από δύο μέρη, άνωκαι κάτω, βλ. <strong>Σχ</strong>. 69(α), τα οποία στην περίπτωη διάνοιξης κυκλικών οπών φέρουν αύλακες πουδιευκολύνουν να ολισθαίνει κατάλληλα το ένα τμήμα κατά μήκος του άλλου, βλ. <strong>Σχ</strong>. 69(β). Με τηδιαμόρφωση αυτή εξασφαλίζεται συνεχής οδήγηση εμβόλου με μεταβλητό μήκος.(α)(β)<strong>Σχ</strong>ήμα 69: Χαρακτηριστικά του οδηγού της βελόνας. (α) Άνω και κάτω τμήμα του οδηγού, (β)Εσωτερικές αυλακώσεις και σχετική (τηλεσκοπική) ολίσθηση των δύο μερών.46
Στο <strong>Σχ</strong>. 70 παρουσιάζεται ένα πλήρες εργαλείο για μικρές οπές, όπως περιγράφηκε ανωτέρω,ενώ στο <strong>Σχ</strong>. 71 φαίνονται οι λεπτομέρειες του εμβόλου και του οδηγού του στην περίπτωσηδιάνοιξης τριγωνικού και λεπτού επιμήκους ανοίγματος.<strong>Σχ</strong>ήμα 70: Πλήρες εργαλείο διάνοιξης μικρώνκυκλικών οπών(α)(β)<strong>Σχ</strong>ήμα 71: Χαρακτηριστικά εμβόλου καιοδηγού για: (α) λεπτό επίμηκες άνοιγμα,(β) τριγωνικό άνοιγμα10. <strong>ΕΡΓΑΛΕΙΑ</strong> ΑΠΟΤΜΗΣΗΣ ΜΑΛΑΚΩΝ ΥΛΙΚΩΝ (ΜΑΧΑΙΡΩΤΑ <strong>ΕΡΓΑΛΕΙΑ</strong>)Χρησιμοποιούνται για την κοπή κυρίως μη μεταλλικών μαλακών υλικών, όπως δέρματα, φύλλαελαστικού, χαρτόνι, φελλός,κλπ. Μπορούν να κατεργαστούν και μαλακά μεταλλικά υλικά υπό τημορφή πολύ λεπτών φύλλων (foils) (εξαιρούνται μόλυβδος, μαλακός χαλκός και κασσίτερος).Το έμβολο στη θέση της κοπής έχει μορφή λεπίδας.Δεν χρησιμοποιείται κοπτικός δακτύλιος.Πάντοτε το προς κοπή υλικό απαιτείται να τοποθετείται πάνω σε πλάκα με μαλακή επιφάνεια,π.χ. από μόλυβδο ή ξύλο.Τα μαχαιρωτά εργαλεία κατασκευάζονται με ή χωρίς εξολκέα. Χαρακτηριστικά παραδείγματαμαχαιρωτών εργαλείων, καθώς επίσης και των παραγομένων αντικειμένων από αυτά,παρουσιάζονται στο <strong>Σχ</strong>. 72.Το περίγραμμα της κοπτικής ακμής είναι κλειστή γραμμή και η μορφής του αντιστοιχεί στοπερίγραμμα του αντικειμένου που θα προκύψει.Η γωνία α της κόψης εξαρτάται από την αντοχή του κατεργαζόμενου υλικού σε διάτμηση.Τυπικές τιμές της για διάφορα υλικά παρέχονται στον Πίν. 7, από τον οποίο προκύπτει ότι μεαυξανόμενη την αντοχή του υλικού η γωνία α αυξάνει και, κατά συνέπεια, αυξάνει και η αντίστασηκοπής.Πίνακας 7: Τυπικές τιμές της γωνίας της κόψηςα ( ο )Κατεργαζόμενο υλικό20 Τεχνητές ρητίνες, σκληρό χαρτόνι, μαλακός χαλκός, λεπτά φύλλα ορείχαλκου16-18 Φελλός, δέρμα, χαρτόνι8-12 Ελαστικό, τεχνητά δέρματαΣτο <strong>Σχ</strong>. 72 (γ) παρουσιάζονται οι κατασκευαστικές λεπτομέρειες του πείρου πρόσδεσης και τηςάνω πλάκας.Οι χρησιμοποιούμενοι εξολκείς είναι σταθεροί ή με ελατήριο.Συνήθως, ο εξολκέας προεξέχει κατά 0.2-0.5 mm της κόψης και ταυτόχρονα την υποστηρίζει.47
1: Εξωτερική κόψη λεπίδας2: Εσωτερική κόψη λεπίδας3: Πυρήνας εξολκέα4: Εξολκέας5: Ωστήριο εξολκέα6: Πλάκα συμπίεσης ελατηρίου7: Ελατήριο εξολκέα8: Άνω πλάκα λεπίδας9: Πείρος και πλάκα πρόσδεσης10: Κοχλίας στερέωσης λεπίδας<strong>Σχ</strong>ήμα 72: Είδη μαχαιρωτών εργαλείων με τα δομικά τους στοιχείαΑνάλογα με την επιφάνεια κοπής που ενεργεί κατά περίπτωση (εσωτερική ή εξωτερική κωνικήκοπτική επιφάνεια λεπίδας, κυλινδρική επιφάνεια εξολκέα) προκύπτει και αντίστοιχη κατεργασία,π.χ. το εξωτερικό κωνικό μέρος χρησιμεύει για εκτομές κυκλικών δίσκων, ενώ το εσωτερικόκωνικό μέρος εκτελεί διατρήσεις.48
11. <strong>ΕΡΓΑΛΕΙΑ</strong> ΑΠΟΤΜΗΣΗΣ ΑΚΡΙΒΕΙΑΣΩς γνωστό, η επιφάνεια απότμησης μόνο κατά το 1/3 περίπου του πάχους του ελάσματοςπαρουσιάζει καθαρή τομή, ενώ στο υπόλοιπο τμήμα της εμφανίζονται ανωμαλίες λόγω θραύσηςτου υλικού που μειώνουν την ακρίβεια της κατεργασίας.Με τα εργαλεία απότμησης ακριβείας μειώνεται σημαντικά η δεύτερη περιοχή της επιφάνειαςαπότμησης, βελτιώνοντας έτσι σε μεγάλο βαθμό την ακρίβεια κατεργασίας.Στο <strong>Σχ</strong>. 73 παρουσιάζεται η αρχή της μεθόδου, στην οποία στηρίζεται η λειτουργία τωνεργαλείων αυτών.(α)(β)α: Μήτρα, β: Έμβολο, γ: Πλάκα πίεσης, δ: Εξολκέας, ε: ΕλασματοταινίαΦάσεις κατεργασίαςΑ: Θέση εκκίνησης (Εισαγωγή του υλικού)Β: Κλείσιμο εργαλείου (διείσδυση περιμετρικού δακτυλίου)Γ: Απότμηση τεμαχίου – Υποχώρηση εξολκέαΔ: Απομάκρυνση ελασματοταινίας από τη μήτραΕ: Εξαγωγή τεμαχίου από τη μήτραΖ: Απόρριψη της ταινίας από το έμβολοΗ: Απομάκρυνση τεμαχίου με εμφύσηση<strong>Σχ</strong>ήμα 73: (α) Αρχή λειτουργίας εργαλείου απότμησης ακριβείας, (β) <strong>Σχ</strong>ηματική παράστασητης αρχής απότμησης ακριβείας σε επτά φάσεις.Πριν από την κάθοδο του εμβόλου, το έλασμα (πάχους s) πιέζεται ισχυρά από την πλάκαπίεσης.Πολύ κοντά στο περίγραμμα της τομής δημιουργείται αιχμή “ε”, η οποία διεισδύει στο έλασμα.Από την εμπειρία (θεωρητική και πειραματική) είναι δεδομένο ότι η αιχμή (υπό ορισμένες49
γεωμετρικές προϋποθέσεις κατασκευής της) εξασφαλίζει καθαρή τομή. Σημειώνεται ότι κρίσιμομέγεθος της αιχμής “ε” είναι η απόσταση της από το περίγραμμα της μήτρας απότμησης. Η θέσηκαι η γεωμετρία της αιχμής είναι επίσης συνάρτηση της αντοχής και της χημικής σύνθεσης τουυλικού του τεμαχίου και του πάχους του s.Με τη χρήση των εργαλείων απότμησης ακριβείας επιτυγχάνονται:• Καθαρή τομή σε όλο σχεδόν το πάχος του ελάσματος (εύρος παχών: 0.5÷16 mm).• Μεγάλη ακρίβεια διαστάσεων και μορφής (εσωτερικό και εξωτερικό περίγραμμα).Επιτυγχάνονται ανοχές της τάξης Η6÷Η8.• Καλλίτερη ποιότητα της επιφάνειας τομής (R t μέχρι και 1 μm).• Αποφυγή περαιτέρω κατεργασιών αποβολής υλικού (μείωση κόστους παραγωγής.Η μέθοδος της απότμησης ακριβείας εκτελείται σε υδραυλικές πρέσσες τριπλής ενεργείας.12. ΔΙΑΤΡΗΤΙΚΕΣ ΜΟΝΑΔΕΣΠρόκειται για αυτοτελή κοπτικά εργαλεία που συναρμολογούνται σε πλάκες και επιτελούνδιάτρηση οπών διαφόρων μορφών σε ελάσματα οιασδήποτε διάταξης, βλ. <strong>Σχ</strong>. 74.Τα έμβολα στερεώνονται συνήθως στην άνω πλάκα και οι κοπτικοί δακτύλιοι στην κάτωπλάκα, όπου συναρμολογούνται σε κατάλληλους φορείς, που παρέχουν τη δυνατότητα μετά τοπέρας της εργασίας να γίνει αλλαγή των κοπτικών με άλλα στους ίδιους φορείς και να προκύψεινέα διατρητική μονάδα, βλ. <strong>Σχ</strong>. 75.Για τη σωστή συναρμολόγηση εμβόλων και κοπτικών δακτυλίων χρησιμοποιείται πρότυπο μετις οπές που πρέπει να διανοιχτούν.Στα πλεονεκτήματα των διατρητικών μονάδων συγκαταλέγονται τα ακόλουθα:• Οικονομία στην κατασκευή ειδικών εργαλείων σε κάθε περίπτωση.• Ευχέρεια στην αλλαγή διάταξης και μορφής των οπών (διευκόλυνση παραγωγής).• Μη αναγκαιότητα εξειδικευμένου προσωπικού στην κατασκευή εργαλείων.<strong>Σχ</strong>ήμα 74: Γενική διάταξη διατρητική μονάδας50
<strong>Σχ</strong>ήμα 75: Πλάκες συναρμολόγησης εμβόλων και κοπτικών δακτυλίων.51