
十个实用模具流道设计技巧,帮助无数小白明显提高设计水平

一.流道系统
流道系统(runner systems)将熔胶从竖浇道引导到模穴内,要推动熔胶流过流道系统就需要额外的压力。当熔胶流经流道系统时,产生的剪切热(摩擦热)使熔胶温度升高,有助于熔胶的流动。
虽然适当的流道尺寸对于一个塑件和模具设计有许多好处,但因为其基本原理尚未广泛深入了解,所以流道尺寸设计问题经常被忽略。一般认为,大尺寸流道可以使用较低压力推进熔胶流动,但是却需要较长的冷却时间,会产生较多的废料,也需要较高的锁模力。反之,适当的小尺寸流道在使用原料和消耗能源等方面可以达到最高效率。流道尺寸的缩减极限在于射出成形机的射出压力规格。
模流分析的流道平衡功能可以找出最佳化的流道尺寸,提供良好的流道系统,以合理的压力降充填平衡的流道和模穴。
设计良好的流道系统有下列好处:
1.可以决定最佳的模穴数目
2.确定熔胶可以填饱模穴
3.可以达成多模穴系统之平衡充填
4.可以达成多浇口之模穴的平衡充填
5.可以使废料最少化
6.使塑件顶出较容易
7.达成能源使用效率最佳化
8.可控制充填时间/保压时间/成形周期时间
二.模穴数目之决定
模穴数目的多寡取决于可应用的生产时间、射出机射出量的大小、所需之塑件品质、射出机塑化能力、塑件形状与尺寸,以及模具成本等因素。以下三组简单的公式可以协助决定模穴数目,应选取三组公式所获得之最小值作为设计模穴数目。
(1) 产品数量
假如塑件尺寸公差的要求不甚严格,而且需要大量的成品,则选择多模穴较恰当。模穴数目取决于供应一定量塑件所需的时间(tm)、每批次的塑件数量(L)、生产一模塑件所需的时间(tc)、和淘汰因子(K),其中,
K = 1/(1 - 不良率)
模穴数 = L × K × tc / tm
(2) 射出量能
射出机的射出量能也是决定模穴数目的一个重要因素,取射出量能的80﹪为射出重量(S),再除以塑件重量(W),即可计算出模穴数目。
模穴数目 =S / W
(3)塑化能力
射出机的塑化能力是影响模穴数目的另一个重要因素。将射出机的塑化能力(P)除以每分钟估计的射出次数(X)和塑件重量(W),即可计算出模穴数目。
模穴数目 = P / ( X × W)
三.流道配置
多模穴系统的基本流道配置方式如图1,包括:
1.标准流道系统(standard,或鱼骨形Herringbone)
2.H形流道系统(H-bridge,或分枝形branching)
3.辐射流道系统(radial,或星形star)
H形和幅射流道系统提供自然平衡,亦即从竖浇道到所有的模穴都有相同的流动距离和流道尺寸,所以各模穴都有相同的充填条件。至于鱼骨形流道系统,虽然不是自然平衡,却比自然平衡系统可以在相同的模具内塞进更多模穴,造成最小的流道体和最低的模具加工成本。
除了采用自然平衡的流道系统之外,不平衡的流道系统也可用人工改变流道直径与长度,或是在各个子流道加装流量调节螺丝,以调整获得平衡的系统。模流分析软件的流道平衡分析可以自动化完成流道平衡。
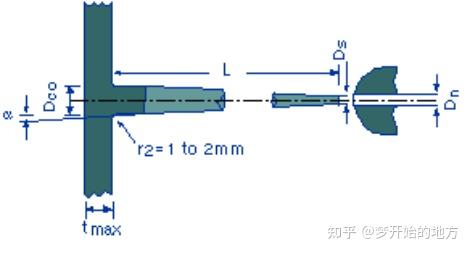
四.竖浇道尺寸之决定
竖浇道尺寸主要决定于塑件尺寸,特别是塑件的肉厚。竖浇道的设计必须能够方便可靠地让塑件脱模,于射出成形时,竖浇道不可以比塑件其它部分的截面更早凝固,如此才能够有效

基本的流道系统之配置
图2是建议的竖浇道设计规范。不具有锐角的系统有助于塑料的流动,所以,应该将竖浇道根部设计成半径 r2的圆角。其它的设计规格如下列:
Dco ≧ tmax + 1.5 (mm)
Ds ≧ Dn + 1.0 (mm)
α ≧ 1° ~ 2°
tan(α) = (Dco – D) / 2L

五.流道截面之设计
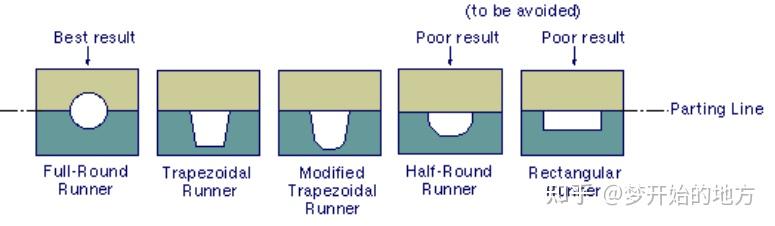
常见的流道截面如图3,包括:
1.圆形流道
2.梯形流道
3.改良梯形流道(圆形与梯形之组合)
4.半圆形流道
5.长方形流道
通常建议采用前三种流道截面设计。就最大的体积与表面积比值而言,圆形流道最佳,也具有最小的压力降和热损失,然而,却必须在两侧模板都进行加工,模具加工成本通常较高昂,而且合模时两侧的半圆也必须对齐。
相对地,梯形流道只在母模侧加工,其效能也很好,梯形流道通常应用于三板模,因为三板模如果采用圆形流道时,可能无法顺利脱模,而且模具可能在分模线造成圆形流道与模板滑动件之间的干涉。

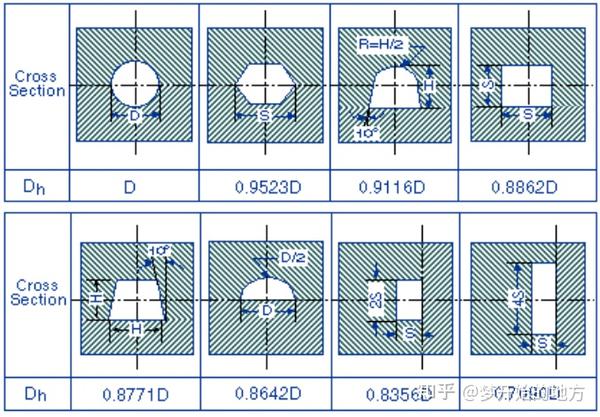
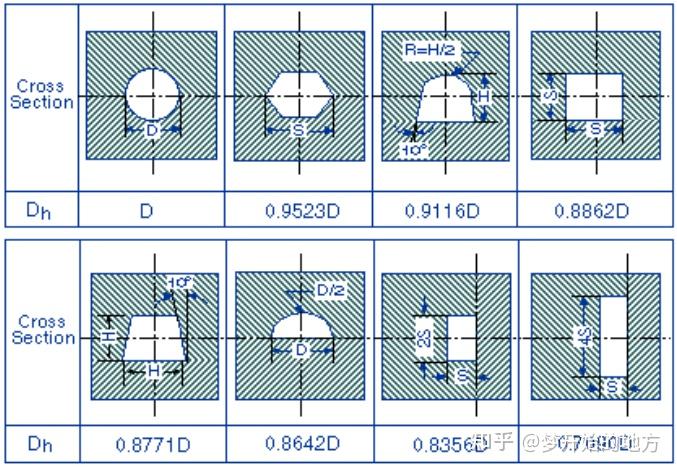
对于不同形状的流道,可以使用做为流动阻力指标的水力直径(hydraulic diameter)进行比较。水力直径愈大,流动阻力愈低。水力直径定义为:

其中
Dh = 水力直径
A = 截面面积
P = 周长
图4比较各种流道形状之等效水力直径,这些系数正好是C-mold软件之形状因子(shape factor)的倒数。
六.流道尺寸之决定
流道的直径和长度会影响流动阻力。流动阻力愈大的流道,充填就会造成愈大的压力降。加大流道直径可以降低流动阻力,但是会耗用较多的树脂材料,也需要更长的冷却时间,才能顶出塑件。
设计流道直径最初可以根据实验数据或是下列方程式进行,然后应用模流分析软件微调流道直径,最佳化熔胶传送系统。最初估算的流道直径为:
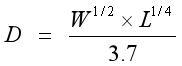
其中
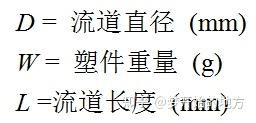
范例说明:图 5和图 6所提供实验数据可以用来计算流道尺寸,例如,一个 300公克重的 ABS 塑件,其厚度为 3 mm,流道长度为 200 mm,则流道直径该是多少?
1. 根据图5,在 300公克重之水平线和 3mm厚直线之交点处画一垂直线,与横轴交于 5.8 mm处,即为参考直径D’。
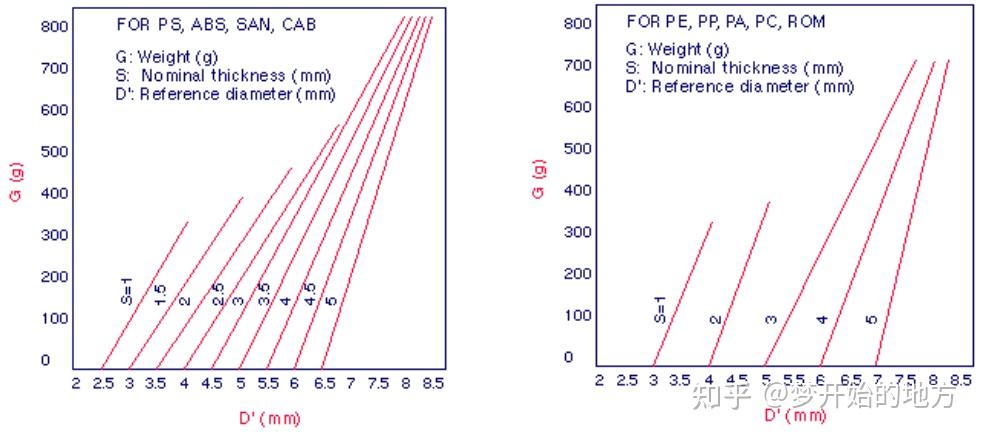
2. 使用图6,在流道长度 200 mm处画水平线与曲线得到交点,再画垂直线与横轴交于 1.29,即为长度系数 fL 。
将5.8 mm 乘上1.29,获得之流道直径为7.5 mm 。

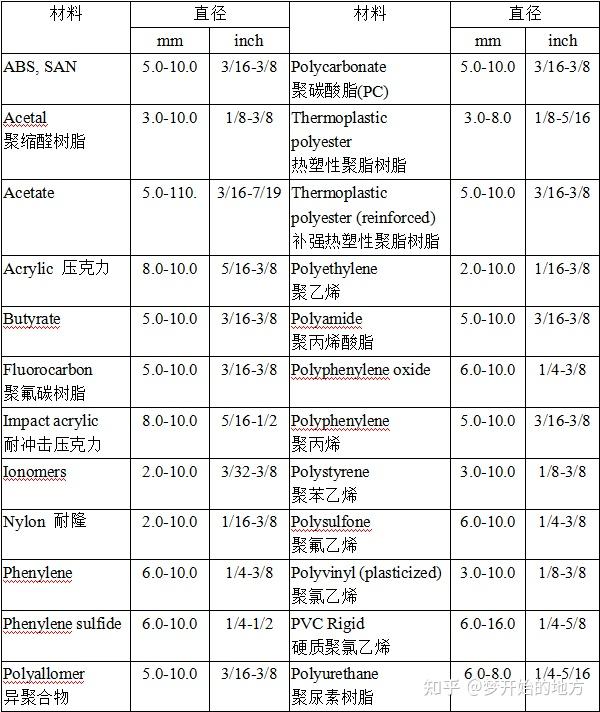
一般无法填充料之塑料的典型流道尺寸列于下表。
无填充料之塑料的典型流道尺寸

七.热流道系统
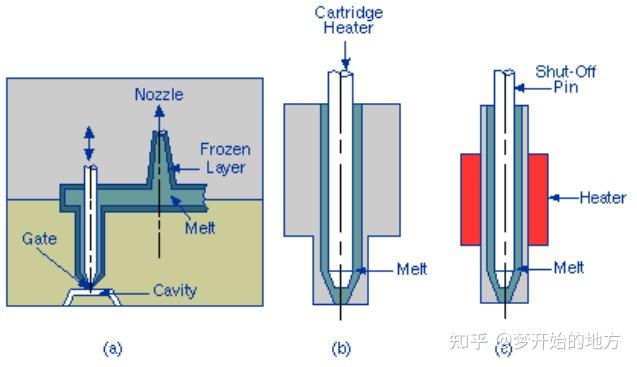
理想的射出成形系统可以生产密度均匀的塑件,而且不需要流道,不产生毛边和浇口废料。使用热流道系统(hot runner systems)可以达成此一目标。热流道内尚未射进模穴的塑料会维持在熔融状态,等充填下一个塑件时再进入模穴,所以不会变成浇口废料。热流道系统也称作热歧管系统(hot manifold systems)或无流道成形(runnerless molding)。常用的热流道系统包括:绝热式和加热式两种。
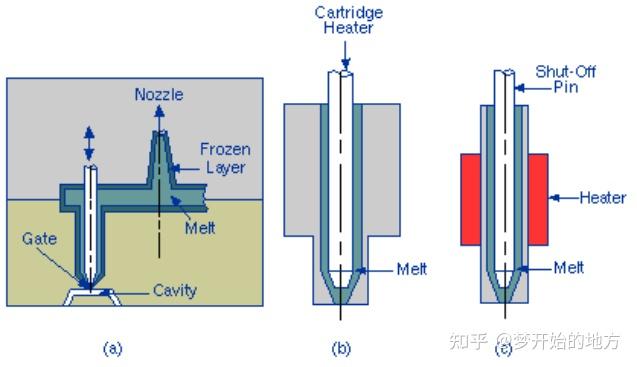
使用绝热式流道(insulated runners) 的模具,其模板有足够大的通道,于射出成形时,接近流道壁面塑料的绝热效果加上每次射出熔胶之加热量,就足以维持熔胶流路的通畅,如图7(a)所示。
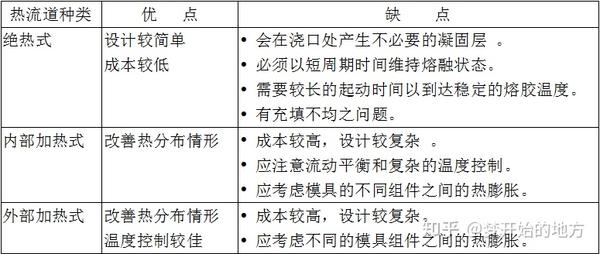
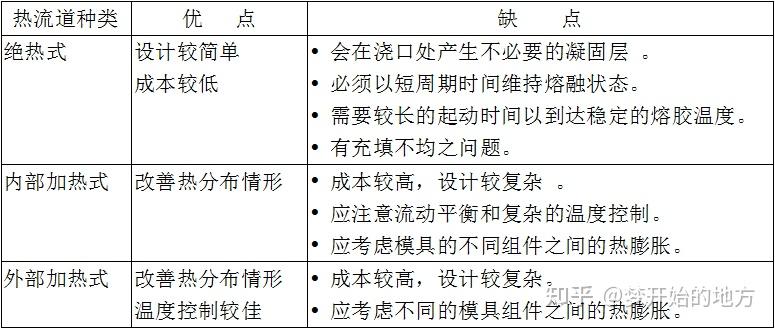
加热式流道(heated runners)系统有内部加热与外部加热两种设计。内部加热式如图7(b),由内部的热探针或鱼雷管加热,提供了环形的流动通道。藉由熔胶的隔热作用可以减少热量散失到模具。外部加热式提供了内部的流动通道,并由隔热组件与模具隔离以降低热损失,如图7(c)。下表列出三种热流道的优缺点。
各种流道系统之优缺点
八.流道平衡
如果可能的话,应使用自然平衡流道系统来平衡进入模穴的熔胶流动。让熔胶平衡地流入模穴是高质量塑件之先决条件,藉由改变流道的尺寸与长度可以达成自然平衡的流道系统。假如无法达成自然平衡之流道系统,可以改用人工平衡流道系统,经由改变浇口尺寸获得相似的平衡充填,但是会显著地影响浇口的冷凝时间,进一步影响塑件的均质。应用模流分析软件的流道平衡工具,可以使人工平衡流道系统变得更节省时间和成本,并且获得平衡充填的塑件,参阅图8。

要平衡流道系统,促成熔胶流向距离竖浇道最遥远的模穴,可以缩减充填其它模穴的流道口径。但必须注意到,太小的流道口径可能使流道内的熔胶提前凝固,造成短射;另一方面,小口径流道会增加剪切热,使熔胶黏滞性降低,造成更快速的充填。此外,应该牢记非标准规格的流道口径会增加模具的制作成本与维修成本。
人工平衡流道系统有可能因为塑料差异就射出不同质量的塑件,所以需要更严谨地控制成形条件。只要成形件稍有变化,充填模式就可能改变,造成不平衡的充填。
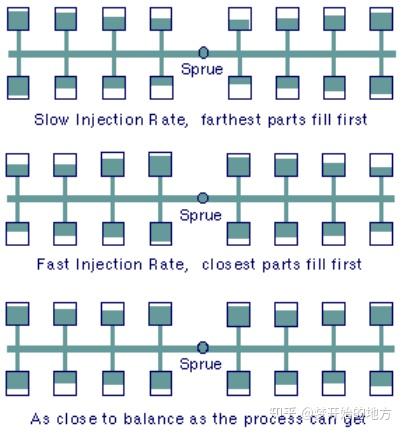
在流道设计的最终阶段,模流分析软件可以协助确认流动速率对于流道系统设计的敏感度,并且决定适当的成形条件。例如,使用鱼骨形流道系统时,不同的进浇速率会造成不同充填模式。一般而言,低进浇速率将先充饱远离竖浇道的模穴;高进浇速率则先充饱靠近竖浇道的模穴。
原因在于低进浇速率的熔胶流动到第一个浇口时,会因流动阻力而流向流道的其它部分,等到流道系统内充满熔胶之后,上游的第一个浇口因部分熔胶凝固而产生较大的流动阻力,于是,下游的模穴较先充饱,如图9所示。
十.流道设计规则
流道设计对于塑件质量与产能有绝对的影响,本节之流道设计规则提供了流道设计的基本规范。
(1) 在流道尺寸方面,流道截面面积不应该小于竖浇道截面面积,以便熔胶可以快速流到浇口区域。但是必须注意不要使用太大口径的流道,才能够降低废料量。选择冷流道口径应考虑能够使用标准刀具加工者优先。
对于大部分的塑料,建议流道最小直径为 1.5 mm(0.06英吋)。未加填充材料的塑料之典型流道尺寸可以参考表1。梯形流道的高度与宽度大约相等,而且每边各有 5°~15°的斜角。
(2) 每当流道有分支,其分支流道的直径应该要小于主流道的直径,因为只有较少量的熔胶会流进分支。而且,从经济观点而言,应减少流道内的的熔胶量,以减少废料。当主流分流到N个分支流道时,主流道直径(dmain)和分支流道直径(dbranch)的关系为:

(3) 考虑熔胶温度,一般而言,小尺寸流道比大尺寸流道为佳,其可以产生较大量的黏滞热,有效地提升熔胶温度,而不必采用高温料管。不当地应用高温料管可能会导致塑料裂解。然而,小尺寸流道系统有可能提前凝固,造成短射。
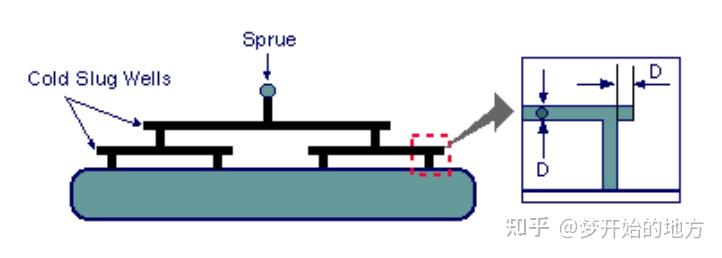
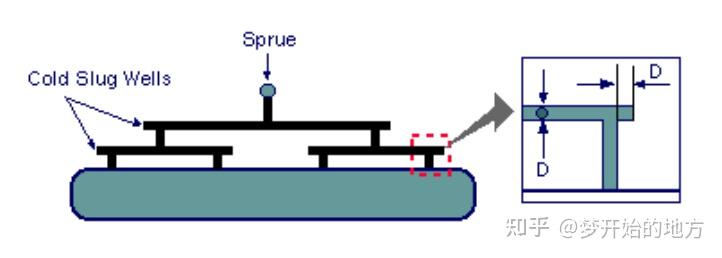
(4) 所有的流道必须在交接处设计一冷料井(cold slug well),帮助熔胶流进流道系统和模穴。图10显示冷料井的长度通常等于流道直径。流道与另一分支流道相交处,通常在流道延伸处设置冷料井。
(5)流道的设计必须顾及顶出和脱模的方便性,提供适当的剖面和脱模斜角。对于大部份的塑料而言,必须将流道表面抛光,以方便熔胶流动和顶出塑件。加长的流道系统应该采用多竖浇道拉杆(multiple sprue pullers)和多重顶出位置。
(6)设计热浇道系统时,应咨询塑料供货商,以确定正确的歧管尺寸和进浇量。
十一.浇口设计
浇口是熔胶流进模穴处的小开口,一个塑件的浇口设计包括浇口种类、尺寸和位置。浇口设计受到塑件设计、模具设计、塑件规格(例如外观、公差、同轴性)、成形塑料、填充材料、模板种类、和经济因素(模具加工成本、成形周期、允许之废料量等)的影响。浇口设计对于塑件的质量和产量的影响甚巨。
除非熔胶的流动长度超过实用上的限制,而必须使用多浇口系统,否则最好采用单浇口。多浇口系统通常会产生缝合线和熔合线的问题。单浇口系统可以确保材料、温度的均匀分布和均匀的保压,以及较佳的分子链配向性。虽然单浇口系统模具的最初加工成本较高,但是废料少,塑件质量佳等结果使其值回票价。
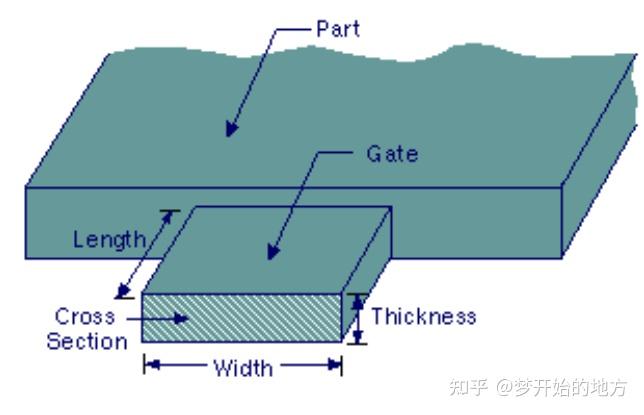
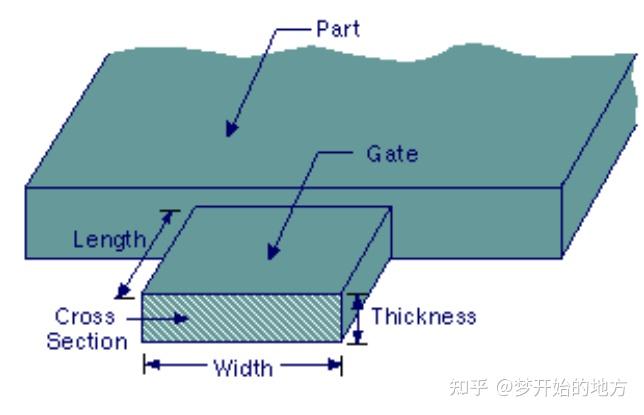
图11显示浇口尺寸的名词。和塑件及流道比较,浇口截面通常很小,所以塑件可以很容易地去除浇口而不会留下浇口痕迹。通常浇口厚度大约是塑件厚度的 2/3。由于浇口处的塑料凝固可以视为保压阶段的结束,大截面的浇口可以减少黏滞热热,大截面浇口容许使用较低进浇速度进浇,使用较高的保压压力进行较长时间的保压,以提高塑件的材料密度。假如必须考虑塑件的外观、低残留应力和较佳尺寸稳定性等因素,就应该选用较大的浇口。
十二.浇口种类
浇口有许多类型,根据去除浇口方式方类可以区分为人工去除式浇口(manually trimmed gates)和自动去除式浇口(automatically trimmed gates)。
(A) 人工去除式浇口
人工去除式浇口需要作业员二次加工切除浇口,其使用的原因包括:
1.浇口太大,必须移到模具外面再予以剪除。
2.对于剪切应力很敏感的塑料(例如PVC),应避免采用自动去除式浇口。
3.来自不同方向的熔胶同时流过大的截面积,而且要求纤维的配向性时,应避免自动去除式浇口。
人工去除式浇口有下列形式:直接浇口、凸片浇口、边缘浇口、重迭式浇口、扇形浇口、盘状浇口、环状浇口、辐状浇口、和薄膜浇口。
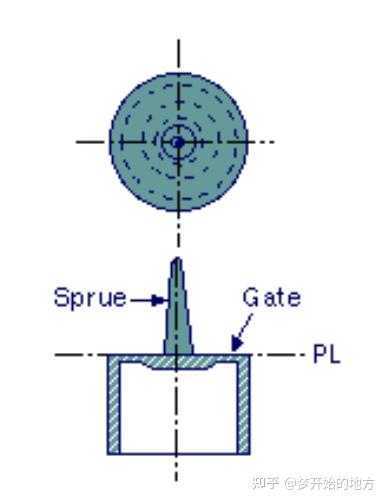
(1) 直接浇口
直接浇口(direct gate)又称为竖浇道浇口(sprue gate)如图12,通常使用于单模穴模具,塑料以最小的压力降直接从竖浇道填入模穴。此类浇口于剪除后容易在塑件表面留下浇口痕迹。
直接浇口的凝固受控制于塑件肉厚,而不是浇口厚度。通常塑件在接近直接浇口区域的收缩不大,但在直接浇口处有大量的收缩,结果造成浇口处的大量拉伸应力。
直接浇口入口端的直径与射出机喷嘴直径有关系,此浇口入口直径必须比射出机喷嘴直径大 1mm以上。标准竖浇道衬套具有2.4° 锥度向塑件端开口,因此,直接浇口的长度控制着塑件端的浇口根部直径,此浇口根部直径至少要比塑件肉厚大1.5 mm以上,或者大约取塑件浇口肉厚的2倍。
直接浇口锥角至少要1°,太小的锥角可能在顶出时使竖浇道无法与竖浇道衬套分离;太大的锥角则浪费塑料,并且加长冷却时间。非标准锥角的竖浇道加工成本较高,却没有什么好处。

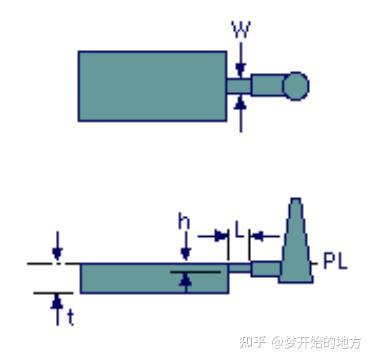
(2) 凸片浇口
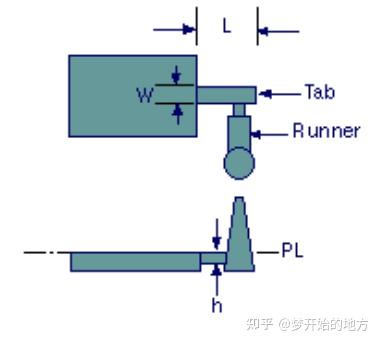
凸片浇口(tab gate)如图13,通常使用于扁平塑件或薄塑件,以减小模穴内的剪应力。浇口周遭的高剪应力只发生在辅助凸片,并且将于成形后剪除。凸片浇口经常应用于PC、压克力、SAN和ABS等树脂的成形。凸片的最小宽度是6.4mm,最小厚度为模穴肉厚的75%。
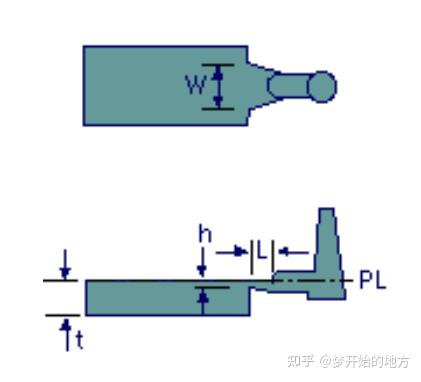
(3) 边缘浇口
侧边浇口(edge gate)又称为标准浇口(standard gate),如图14所示,通常位于模具的分模在线,而且从塑件的侧边、上方或下方充填。典型边缘浇口尺寸为塑件厚度的6%~75%,或是0.4~6.4 mm,宽度为1.6~12.7 mm,浇口面长度不应超过1.0 mm,最佳值为0.5 mm。
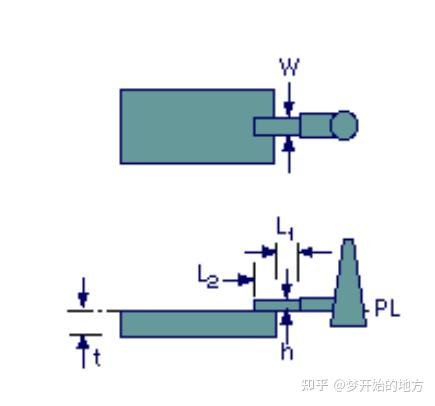
(4) 重迭浇口
重迭浇口(overlap gate)与边缘浇口类似,如图15所示,但是重迭浇口与塑件侧壁或表面有重迭。重迭浇口通常用来防止喷流效应。典型重迭浇口尺寸为0.4~6.4 mm厚,1.6~12.7 mm宽。

(5) 扇口浇口
扇形浇口(fan gate)如图16,是厚度逐渐改变的宽边浇口,具有大充填面积,可以让熔胶迅速地充填大型塑件。大型塑件非常在乎翘曲问题和尺寸的稳定性,使用扇形浇口可以让大型塑件的熔胶波前均匀地充填模穴。
扇形浇口的宽度和厚度具有锥度,并且要维持固定的熔胶波前面积,以确保固定的熔胶速度,让熔胶在整个浇口的宽边以相同压力进行充填。如同其它的人工去除式浇口,扇形浇口的最大厚度不超过塑件的肉厚的75%。典型的扇形浇口厚度为0.25~1.6 mm,宽度从6.4 mm到模穴侧边长度的25%。

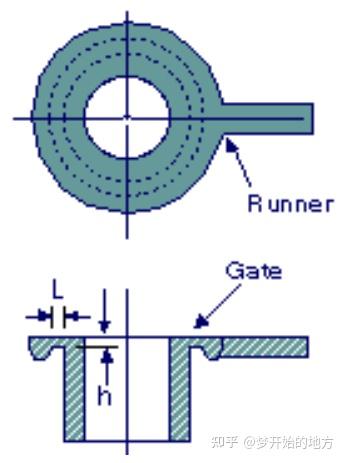
(6) 盘状浇口
盘状浇口(disk gate)又称为薄膜浇口(diaphragm gate),如图17所示,常用在内侧有开口的圆柱体或圆形,并且需要高度同轴性的塑件,或是不容许有缝合线的塑件。基本上,盘状浇口是在塑件的内缘使用毛边状的浇口,熔胶从同轴的竖浇道充填进入模穴,很容易获得熔胶均匀流动的塑件。盘状浇口厚度通常是0.25~1.27 mm。
(7) 环状浇口
环状浇口(ring gate)如图18,也应用于圆柱体或圆形塑件,塑料先沿着模心环绕,然后再沿着圆管向下充填。环状浇口并不适用在所有的塑件。环状浇口的厚度通常为0.25~1.6 mm。
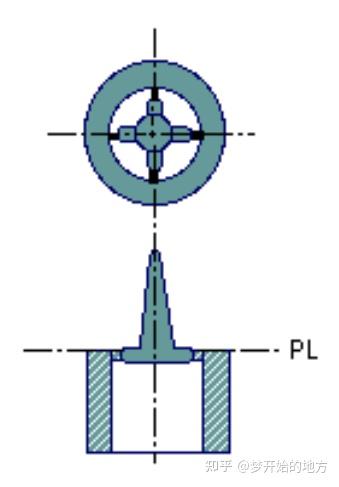
(8) 辐状浇口
辐状浇口(spoke gate)如图19,也称为四点浇口(four-point gate)或者十字浇口(cross gate),它适用于管状塑件,具有容易去除浇口和节省塑料的优点。但是可能会造成缝合线,也无法获得完美的真圆度。辐状浇口通常是0.8~4.8 mm厚,1.6~6.4 mm宽。
(9) 薄膜浇口
薄膜浇口(film gate)如图20,又称为毛边浇口(flash gate),薄膜浇口与环状浇口类似,但使用于边缘平直的塑件,它具有平直的浇口,浇口宽度可以跨接整个模穴边缘或是部份的模穴。薄膜浇口适用于压克力塑件,而且常常用在又大又平整的塑件,以保持最小量的翘曲。薄膜浇口尺寸很小,厚度大约是0.25~0.63 mm,宽度大约为0.63 mm。

(B) 自动式去除式浇口
自动去除式浇口与模具动作配合,在顶出塑件时剪断浇口。它们应用于:
1.避免去除浇口的二次加工。
2.维持均一的周期时间
3.使浇口痕迹最小化。
自动去除式浇口包括下列各类型:针状浇口、潜式浇口、热流道浇口、和阀浇口。
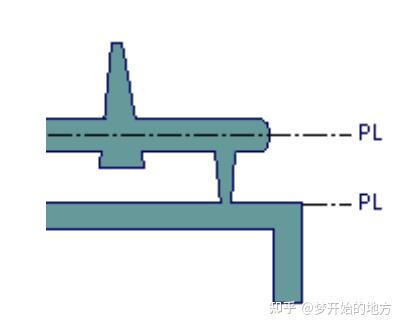
(1) 针状浇口
针状浇口(pin gate)如图21,通常应用于三板模,其流道系统位于模板的一组分模在线,塑件模穴接在主要分模在线。具有倒锥角的浇口在平行于模板运动方向穿透中间模板。当打开模穴主分模线时,针状浇口的小直径端从塑件撕离,再打开流道分模线即可顶出流道废料。
此系统也可以先打开流道分模线,再使用辅具撕下流道废料。针状浇口最常使用在单一塑件多点进浇,以确保对称的充填,或是缩短流道长度以确保整个塑件的保压操作。典型的针状浇口的直径 0.25~1.6 mm。
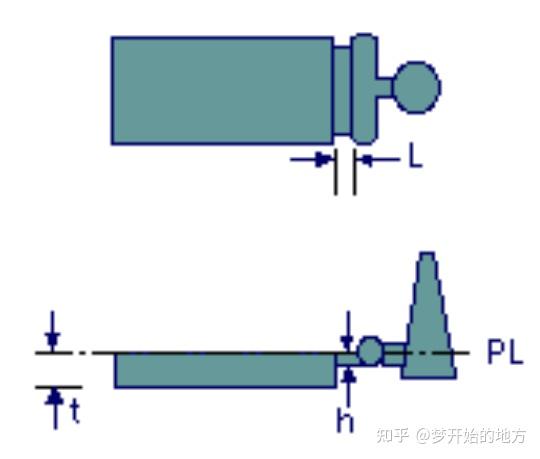
(2) 潜式浇口
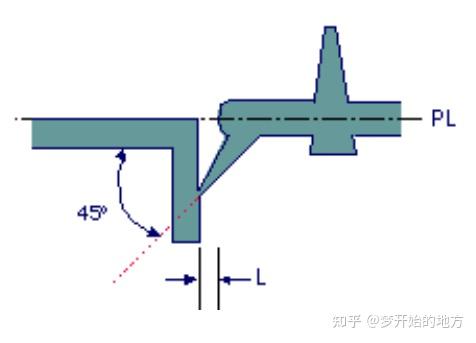
潜式浇口(submarine gate)或称为隧道浇口(tunnel gate)、凿子浇口(chisel gate),如图22所示,使用于两板模,在分模线以下,流道末端与模穴之间加工一倾斜之锥状隧道。于顶出塑件和流道时,浇口会与塑件分离。典型的潜式浇口直径为0.25 ~ 2.0 mm,浇口由粗变细,直到成为球状端点。
假如塑件的非功能区具有大直径的针状特征,可以将它与潜式浇口连接,以减低加工成本。假如针状特征发生在隐藏面,亦可以不将他去除。将多重潜式浇口设计在圆柱体的内面,可以取代盘状浇口,并且具备自动去除浇口的功能,其获得塑件的外围真圆度虽然比盘状浇口塑件的真圆度差,但通常也还可以接受。

(3) 热流道浇口
热流道浇口(hot-runner gate)或称为热探针浇口(hot-probe gate),如图23所示,通常从电热式竖浇道和加热流道直接传送熔胶进入模穴,以产生无流道的塑件。其保压周期受控制于塑件浇口附近的凝固情形。当模板打开时,相当高温的塑料将自模穴撕开。

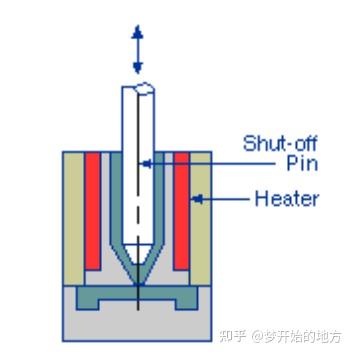
(4) 阀式浇口
阀式浇口(valve gate)如图24,在热流道浇口内增加一针杆,以便在浇口凝固之前关闭浇口。它可以应用在较大的浇口而不会产生浇口痕迹。因为保压周期受控于针杆,阀式浇口可以得到较佳的保压周期和较稳定的塑件质量。
十三.浇口设计原则
设计恰当的浇口可以均匀迅速、单一方向地传送熔胶以充填模穴,并且获得适当的凝固时间来冷却塑件。浇口应该射在非功能区、非外观区等适当位置。浇口设置在塑件的最厚部位,让塑料从厚区流向薄区,有助于获得良好的流动路径和保压路径。将浇口位置应设置在塑件中央,可以使熔胶流动到塑件的各个极端位置都有相同的流动长度。
不适当的浇口位置常造成一些问题,应牢记在心。浇口的位置必须让模穴内的气体于射出成形时逃逸出,否则将会造成短射、包风、烧焦痕迹、或是在浇口处贮积高压力。浇口位置与尺寸的设计也应该要避免喷射流现象,加大浇口或者改善浇口位置使熔胶冲击模壁,可以改善喷射流现象。对称的塑件应使用对称的浇口,以维持对称性。假如流动路径不对称,会使塑件的部份区域先完成充填、保压、冷却,最后造成不均匀的收缩和翘曲。假如选择的浇口位置无法避免让塑件产生缝合线或熔合线,应该将浇口移到非功能区、非外观区等位置。
浇口凝固时间是模穴进行保压的最终有效时间。太小的浇口使得最慢凝固的部位发生在塑件内部,而不是发生在浇口,甚至浇口可能于解除保压之后才凝固,使熔胶从塑件逆流到流道系统。良好设计的浇口必须防止熔胶逆流。
设计初期应该使用较小尺寸的浇口,必要时,还可以将浇口加大。正常的浇口厚度(gate thickness)是浇口处塑件肉厚的50~80%。人工去除式浇口偶而会与塑件肉厚相同,自动去除式浇口厚度一般都小于塑件肉厚的80%,以避免剪除浇口造成塑件变形。针状浇口和潜式浇口的末端直径一般约0.25~2.0 mm(0.01~0.08英吋)。浇口长度短越好,以减少浇口区的压力降,适当浇口长度从 1~1.5 mm(0.04~0.06英吋)。
添加纤维的塑料需要使用较大的浇口,以防止通过浇口的纤维断裂。潜式浇口和针状浇口从等小尺寸的浇口可能损伤添加纤维,边缘浇口等能够产生均匀充填模式的浇口可以产生均匀纤维配向性的塑件。射出成形的数值模拟分析是用来比较不同浇口设计的效果之有效工具。
如果你觉得文章对你有用别忘点个赞和关注~想学模具设计的小伙伴可以看主页视频交流,有免费软件学习资料提供,祝大家学有所成,致以所用!
